

Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
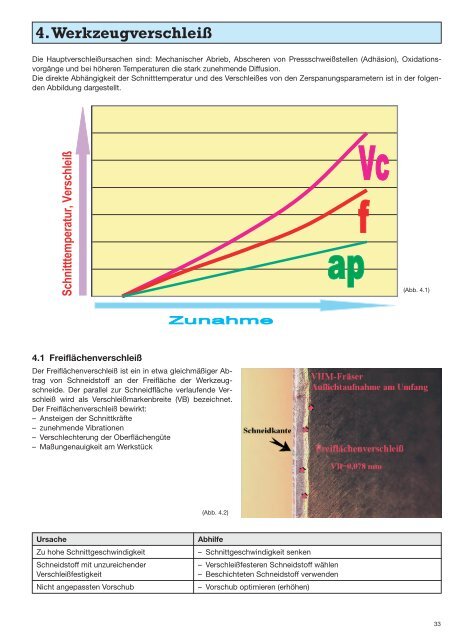
4.Werkzeugverschleiß<br />
Die Hauptverschleißursachen sind: Mechanischer Abrieb, Abscheren von Pressschweißstellen (Adhäsion), Oxidationsvorgänge<br />
und bei höheren Temperaturen die stark zunehmende Diffusion.<br />
Die direkte Abhängigkeit der Schnitttemperatur und des Verschleißes von den Zerspanungsparametern ist in der folgenden<br />
Abbildung dargestellt.<br />
4.1 Freiflächenverschleiß<br />
Der Freiflächenverschleiß ist ein in etwa gleichmäßiger Abtrag<br />
von Schneidstoff an der Freifläche der Werkzeugschneide.<br />
Der parallel zur Schneidfläche verlaufende Verschleiß<br />
wird als Verschleißmarkenbreite (VB) bezeichnet.<br />
Der Freiflächenverschleiß bewirkt:<br />
– Ansteigen der Schnittkräfte<br />
– zunehmende Vibrationen<br />
– Verschlechterung der Oberflächengüte<br />
– Maßungenauigkeit am Werkstück<br />
(Abb. 4.2)<br />
Ursache Abhilfe<br />
Zu hohe Schnittgeschwindigkeit – Schnittgeschwindigkeit senken<br />
Schneidstoff mit unzureichender – Verschleißfesteren Schneidstoff wählen<br />
Verschleißfestigkeit – Beschichteten Schneidstoff verwenden<br />
Nicht angepassten Vorschub – Vorschub optimieren (erhöhen)<br />
(Abb. 4.1)<br />
33