

Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
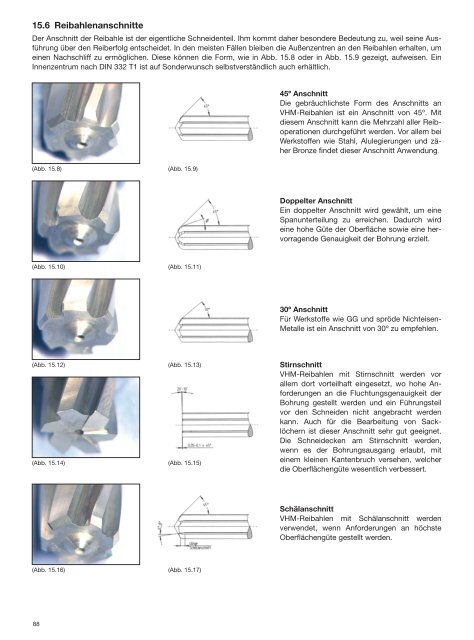
15.6 Reibahlenanschnitte<br />
Der Anschnitt der Reibahle ist der eigentliche Schneidenteil. Ihm kommt daher besondere Bedeutung zu, weil seine Ausführung<br />
über den Reiberfolg entscheidet. In den meisten Fällen bleiben die Außenzentren an den Reibahlen erhalten, um<br />
einen Nachschliff zu ermöglichen. Diese können die Form, wie in Abb. 15.8 oder in Abb. 15.9 gezeigt, aufweisen. Ein<br />
Innenzentrum nach DIN 332 T1 ist auf Sonderwunsch selbstverständlich auch erhältlich.<br />
(Abb. 15.8) (Abb. 15.9)<br />
(Abb. 15.10) (Abb. 15.11)<br />
(Abb. 15.12) (Abb. 15.13)<br />
(Abb. 15.14) (Abb. 15.15)<br />
(Abb. 15.16) (Abb. 15.17)<br />
88<br />
45º Anschnitt<br />
Die gebräuchlichste Form des Anschnitts an<br />
VHM-Reibahlen ist ein Anschnitt von 45º. Mit<br />
diesem Anschnitt kann die Mehrzahl aller Reiboperationen<br />
durchgeführt werden. Vor allem bei<br />
Werkstoffen wie Stahl, Alulegierungen und zäher<br />
Bronze findet dieser Anschnitt Anwendung.<br />
Doppelter Anschnitt<br />
Ein doppelter Anschnitt wird gewählt, um eine<br />
Spanunterteilung zu erreichen. Dadurch wird<br />
eine hohe Güte der Oberfläche sowie eine hervorragende<br />
Genauigkeit der Bohrung erzielt.<br />
30º Anschnitt<br />
Für Werkstoffe wie GG und spröde Nichteisen-<br />
Metalle ist ein Anschnitt von 30º zu empfehlen.<br />
Stirnschnitt<br />
VHM-Reibahlen mit Stirnschnitt werden vor<br />
allem dort vorteilhaft eingesetzt, wo hohe Anforderungen<br />
an die Fluchtungsgenauigkeit der<br />
Bohrung gestellt werden und ein Führungsteil<br />
vor den Schneiden nicht angebracht werden<br />
kann. Auch für die Bearbeitung von Sacklöchern<br />
ist dieser Anschnitt sehr gut geeignet.<br />
Die Schneidecken am Stirnschnitt werden,<br />
wenn es der Bohrungsausgang erlaubt, mit<br />
einem kleinen Kantenbruch versehen, welcher<br />
die Oberflächengüte wesentlich verbessert.<br />
Schälanschnitt<br />
VHM-Reibahlen mit Schälanschnitt werden<br />
verwendet, wenn Anforderungen an höchste<br />
Oberflächengüte gestellt werden.