

Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
11.3 Gründe für und gegen das Aufbereiten<br />
➥ Die zu erreichende ø-Toleranz kann nicht mehr erreicht werden<br />
● Durch die Verjüngung, die von der Schneide zum Schaft hin verläuft, wird der Nenn-ø bei jedem Aufbereitungsvorgang<br />
kleiner. Dies bedeutet, dass nach einer bestimmten Anzahl von Aufbereitungen der Nenn-ø<br />
außerhalb der Toleranz liegen kann.<br />
➥ Die Werkzeuglänge wird durch den Nachschliff zu kurz<br />
● Ist die Einsatzlänge länger, als die Nutzlänge nach dem Aufbereiten, so ist das Aufbereiten bei diesen Werkzeugen<br />
ebenfalls fraglich.<br />
➥ Verschleißgrenze wurde überschritten<br />
● Wird die Verschleißgrenze überschritten, so treten Gefügeveränderungen im Hartmetall auf, was zumeist in<br />
einer plastischen Formänderung des Schneidkeils, oder der Führungsfasen endet. Dies kann ein Werkzeugbruch,<br />
aber auch ein Abscheren von Hartmetall über eine längere Strecke hinweg sein. Beim Werkzeugbruch<br />
bleibt in der Regel nichts mehr übrig, was nachgeschliffen werden kann. Ist die Ausbröckelung nur auf einem<br />
kleinen Teilstück erfolgt, so kann durch Abtrennen und Neuanschliff das Werkzeug zumeist wieder instandgesetzt<br />
werden. Sollte die Ausbröckelung jedoch den größten Teil der Einsatzfläche einnehmen, so ist das<br />
Werkzeug nicht mehr nachschleifbar.<br />
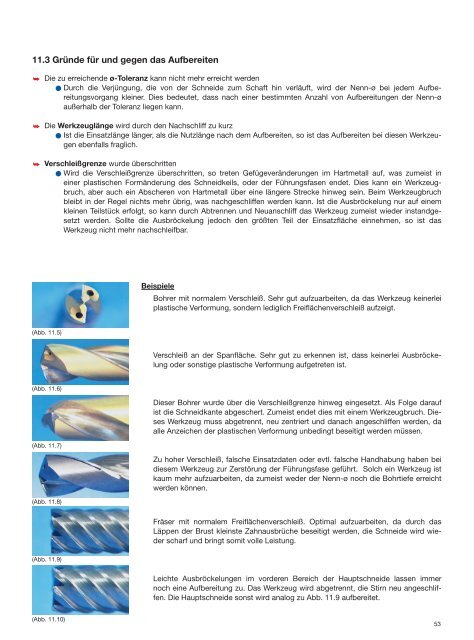
(Abb. 11.5)<br />
(Abb. 11.6)<br />
(Abb. 11.7)<br />
(Abb. 11.8)<br />
(Abb. 11.9)<br />
(Abb. 11.10)<br />
Beispiele<br />
<strong>Bohrer</strong> mit normalem Verschleiß. Sehr gut aufzuarbeiten, da das Werkzeug keinerlei<br />
plastische Verformung, sondern lediglich Freiflächenverschleiß aufzeigt.<br />
Verschleiß an der Spanfläche. Sehr gut zu erkennen ist, dass keinerlei Ausbröckelung<br />
oder sonstige plastische Verformung aufgetreten ist.<br />
Dieser <strong>Bohrer</strong> wurde über die Verschleißgrenze hinweg eingesetzt. Als Folge darauf<br />
ist die Schneidkante abgeschert. Zumeist endet dies mit einem Werkzeugbruch. Dieses<br />
Werkzeug muss abgetrennt, neu zentriert und danach angeschliffen werden, da<br />
alle Anzeichen der plastischen Verformung unbedingt beseitigt werden müssen.<br />
Zu hoher Verschleiß, falsche Einsatzdaten oder evtl. falsche Handhabung haben bei<br />
diesem Werkzeug zur Zerstörung der Führungsfase geführt. Solch ein Werkzeug ist<br />
kaum mehr aufzuarbeiten, da zumeist weder der Nenn-ø noch die Bohrtiefe erreicht<br />
werden können.<br />
Fräser mit normalem Freiflächenverschleiß. Optimal aufzuarbeiten, da durch das<br />
Läppen der Brust kleinste Zahnausbrüche beseitigt werden, die Schneide wird wieder<br />
scharf und bringt somit volle Leistung.<br />
Leichte Ausbröckelungen im vorderen Bereich der Hauptschneide lassen immer<br />
noch eine Aufbereitung zu. Das Werkzeug wird abgetrennt, die Stirn neu angeschliffen.<br />
Die Hauptschneide sonst wird analog zu Abb. 11.9 aufbereitet.<br />
53