

Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
12.9 Einsatzkriterien Stahlbohrer<br />
Wichtige Kriterien zum Einsatz unserer Stahlbohrer<br />
1. Wahl der geeigneten Spannmittel<br />
1. Bei optimaler Spannung der Werkzeuge sind hohe Fluchtungsgenauigkeiten, Passungsgenauigkeiten (IT 7-8) und<br />
Oberflächengüten erzielbar. In vielen Fällen kann deshalb auf Reiboperationen verzichtet werden.<br />
2. Aufgrund der hohen Einsatzdaten der <strong>Bohrer</strong> ist darauf zu achten, dass die Maschinen nicht unterdimensioniert sind.<br />
3. Werden <strong>Bohrer</strong> mit kleinerem Durchmesser als Folgewerkzeug in die gleiche Bohrung eingesetzt, so sollte dessen<br />
Spitzenwinkel kleiner sein, um die Eigenzentrierung zu gewährleisten.<br />
4. Der Achsversatz zwischen rotierendem Werkstück und stehendem Werkzeug sollte 0,03 mm nicht überschreiten.<br />
Größerer Achsversatz geht zu Lasten des Standweges und der Bohrungsqualität.<br />
5. Die in der Schnittwerttabelle angegebenen unteren Grenzwerte der Vorschubreihen sollten nicht unterschritten werden,<br />
um einen kontrollierten Spanbruch (Kommaspan) zu erhalten.<br />
6. Auf einen Entspanungsvorgang sollte verzichtet werden, da beim erneuten Anfahren mit den hohen Vorschubgeschwindigkeiten<br />
die Bruchgefahr durch verbleibende bzw. in die Bohrung gespülte Späne sehr groß ist.<br />
7. Bei unterbrochenem Schnitt, z.B. Eintritt- und Austrittschrägen oder Querbohrungen, sollte in diesem Bereich mit<br />
reduzierten Vorschubwerten gefahren werden.<br />
8. Die <strong>Bohrer</strong> sind mit ausreichender Kühlschmierung einzusetzen (bei innengekühlten Werkzeugen mindestens 20 bar<br />
Druck, vgl. hierzu Abb. 12.35). Zur Erzielung guter Bearbeitungsergebnisse sollten hochwertige halbsynthetische<br />
oder Emulsions-Kühlschmierstoffe (mindestens 10% Öl) und EP-Zusätze verwendet werden. Dadurch lassen sich<br />
längere Standzeiten sowie höhere Toleranzgenauigkeiten und Oberflächengüten erzielen.<br />
9. Die Werkzeuge sind aufgrund ihrer geometrischen Auslegung und Eigensteifigkeit zum Bohren ins Volle geeignet.<br />
Arbeitsgänge wie Anzentrieren, Vorbohren und Aufbohren sollten entfallen, um schon beim Ansetzen der Werkzeuge<br />
kontrollierte Späne zu erzeugen sowie eine Verlagerung der Rotationsachse zur Vorbohroperation auszuschließen.<br />
Ferner wird ein ungünstiger Eingriff der <strong>Bohrer</strong>spitze bei abweichendem Spitzenwinkel zum Vorbohrwerkzeug vermieden.<br />
Ist eine Anfasung erforderlich, sollte die Fasoperation nach der Bohroperation erfolgen.<br />
10. Zur Vermeidung starker Gratbildung an der Austrittseite der Bohrungen sind die Schnittgeschwindigkeiten und Vorschübe<br />
beim Austritt zu reduzieren.<br />
11. Der Rundlauffehler beim rotierenden Werkzeug sollte 0,015 mm nicht überschreiten.<br />
12. Bei instabilen bzw. dünnwandigen Werkstücken muss eine optimale Stützspannung vorgenommen werden, da es<br />
sonst bei Werkstückdurchbiegung bzw. Schwingungen am Werkstück zum Bruch des <strong>Bohrer</strong>s kommt. Beim Nachschliff<br />
der <strong>Bohrer</strong> ist ein Nachbeschichten zu empfehlen, um unter gleichen Einsatzbedingungen wieder die gewünschten<br />
Standwerte zu erzielen.<br />
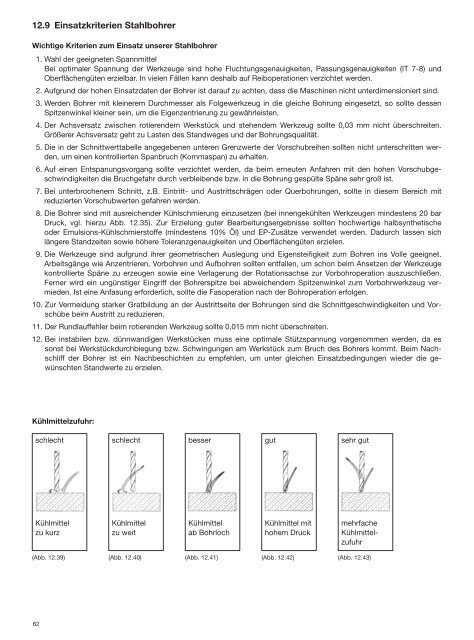
Kühlmittelzufuhr:<br />
schlecht<br />
Kühlmittel<br />
zu kurz<br />
(Abb. 12.39) (Abb. 12.40) (Abb. 12.41) (Abb. 12.42) (Abb. 12.43)<br />
62<br />
schlecht besser gut sehr gut<br />
Kühlmittel<br />
zu weit<br />
Kühlmittel<br />
ab Bohrloch<br />
Kühlmittel mit<br />
hohem Druck<br />
mehrfache<br />
Kühlmittelzufuhr