

Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
15. Reiben<br />
Durch das Reiben wird eine Verbesserung der Oberflächengüte, sowie der Maßhaltigkeit erreicht. Die Rundheit der Bohrung<br />
kann ebenfalls verbessert werden. Typisch für Reibahlen ist, dass sie ohne Anbohrhilfe anschneiden und sich auch<br />
selbst in der Bohrung führen. Die Vergrößerung des Durchmessers ist dabei gering.<br />
15.1 Spanungsgrößen<br />
86<br />
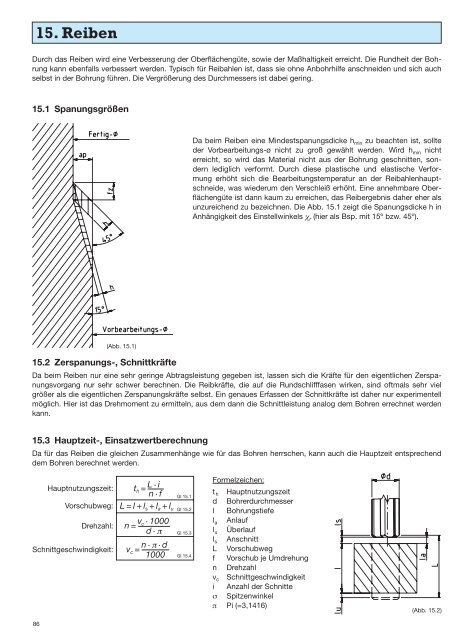
Da beim Reiben eine Mindestspanungsdicke h min zu beachten ist, sollte<br />
der Vorbearbeitungs-ø nicht zu groß gewählt werden. Wird h min nicht<br />
erreicht, so wird das Material nicht aus der Bohrung geschnitten, sondern<br />
lediglich verformt. Durch diese plastische und elastische Verformung<br />
erhöht sich die Bearbeitungstemperatur an der Reibahlenhauptschneide,<br />
was wiederum den Verschleiß erhöht. Eine annehmbare Oberflächengüte<br />
ist dann kaum zu erreichen, das Reibergebnis daher eher als<br />
unzureichend zu bezeichnen. Die Abb. 15.1 zeigt die Spanungsdicke h in<br />
Anhängigkeit des Einstellwinkels χ r (hier als Bsp. mit 15º bzw. 45º).<br />
15.2 Zerspanungs-, Schnittkräfte<br />
Da beim Reiben nur eine sehr geringe Abtragsleistung gegeben ist, lassen sich die Kräfte für den eigentlichen Zerspanungsvorgang<br />
nur sehr schwer berechnen. Die Reibkräfte, die auf die Rundschlifffasen wirken, sind oftmals sehr viel<br />
größer als die eigentlichen Zerspanungskräfte selbst. Ein genaues Erfassen der Schnittkräfte ist daher nur experimentell<br />
möglich. Hier ist das Drehmoment zu ermitteln, aus dem dann die Schnittleistung analog dem Bohren errechnet werden<br />
kann.<br />
15.3 Hauptzeit-, Einsatzwertberechnung<br />
Da für das Reiben die gleichen Zusammenhänge wie für das Bohren herrschen, kann auch die Hauptzeit entsprechend<br />
dem Bohren berechnet werden.<br />
Hauptnutzungszeit:<br />
Vorschubweg:<br />
Drehzahl:<br />
Schnittgeschwindigkeit:<br />
(Abb. 15.1)<br />
th = L·i<br />
L=l+ls +la +lu n= v n·f<br />
c · 1000<br />
d·π<br />
n·π ·d<br />
vc =<br />
1000<br />
Gl 15.1<br />
Gl 15.2<br />
Gl 15.3<br />
Gl 15.4<br />
Formelzeichen:<br />
t h Hauptnutzungszeit<br />
d <strong>Bohrer</strong>durchmesser<br />
l Bohrungstiefe<br />
la Anlauf<br />
lu Überlauf<br />
ls Anschnitt<br />
L Vorschubweg<br />
f Vorschub je Umdrehung<br />
n Drehzahl<br />
vc Schnittgeschwindigkeit<br />
i Anzahl der Schnitte<br />
σ Spitzenwinkel<br />
π Pi (=3,1416)<br />
(Abb. 15.2)