

Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
6. HSC-Bearbeitung (High – Speed – Cutting)<br />
Eines der größten Probleme beim HSC-Fräsen ist das Auftreten von Vibrationen. Wie kommen diese zustande?<br />
Da jedes System (Welle,Träger), das schwingungsfähig ist, eine Eigenfrequenz hat, schwingt dieses bei einer Anregung<br />
(Stoß, Auslenkung) so lange weiter, bis es durch Dämpfungsverlust (Stimmgabel) oder einer momentan gleich großen<br />
negativ gerichteten Frequenz zum Stillstand kommt. Wenn jedoch von außen in gleichmäßigen Abständen eine Anregung<br />
erfolgt und diese Anregerfrequenz auch noch in ungefähr dem gleichen Frequenzbereich der Eigenschwingung des<br />
Systems liegt, überlagern sich diese beiden Frequenzen. Man spricht dann vom Resonanzfall ➭ Das System beginnt<br />
sich aufzuschwingen (vibrieren). Was sind die Folgen der Vibrationen beim Fräsen?<br />
– Bearbeitungstiefe ap bleibt nicht konstant ➭ schlechte, wellige Oberfläche<br />
– Keine konstante Maßhaltigkeit<br />
– erhebliche Standzeitverkürzung<br />
– Ausbruch der Schneidkanten<br />
– eventuelles lösen der Werkstückspannung<br />
– starke Belastung der Maschinenführungen sowie -lagern<br />
6.1 Vorteile der HSC-Bearbeitung:<br />
� Durch sehr großes Zerspanungsvolumen kein Schruppen mehr erforderlich<br />
� Sehr gute Oberfläche < 0,001 mm (Ra) ➭ Schleifqualität<br />
� Hauptzeitreduzierung bis zu 50 %<br />
� Schwingungsfreie Bearbeitung infolge hoher Eigenfrequenz des Werkzeuges ➭ Ausschluss von Vibrationen<br />
� Kein Werkstückverzug durch Wärmespannungen, da Wärme mit Span abgeführt wird<br />
� Sehr kostengünstig<br />
Die Festlegung der Arbeitsbereiche sind beim Fräsen als auch beim Bohren gültig.<br />
Diese wurden firmenintern festgelegt, um optimale Ergebnisse zu erzielen.<br />
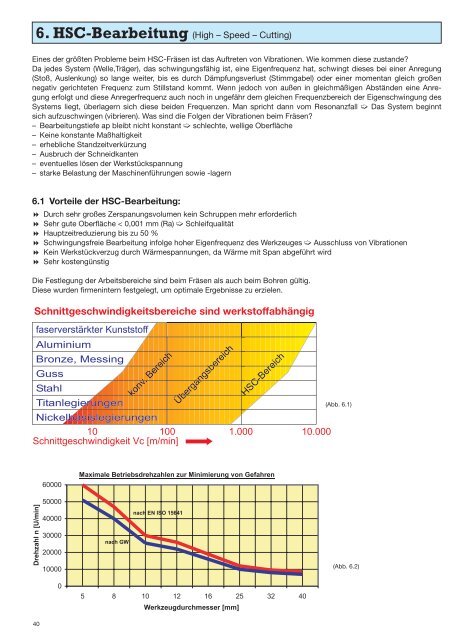
Schnittgeschwindigkeitsbereiche sind werkstoffabhängig<br />
40<br />
(Abb. 6.1)<br />
(Abb. 6.2)