

Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
7. HPC-Bearbeitung (High – Performance – Cutting)<br />
Durch das Vergrößern des Zerspanungsquerschnitts und einer adäquaten Anpassung der Zerspanungsparameter soll<br />
bei der HPC-Bearbeitung das Zeitspanvolumen erhöht werden. Der Ansatz gegenüber dem HSC-Fräsen ist also nicht<br />
die Erhöhung der Schnittgeschwindigkeit, sondern ein höheres Zeitspanvolumen durch die Erhöhung des Spanungsquerschnittes.<br />
Eine Neuanschaffung im Bereich des Maschinenparks mit hoch drehenden Spindeln ist daher nicht notwendig.<br />
Die Schneidwerkzeuggeometrie muss nun anderen Belastungen stand halten und daher auch anders gestaltet<br />
werden. Extrem stabile Schneidkanten und vergrößerte Spanräume sind eine Voraussetzung. Gerade im Formenbau wird<br />
das Erodieren immer mehr durch die Fräsbearbeitung verdrängt. Hier ist die HPC-Bearbeitung eine Möglichkeit ohne<br />
größere Investitionen die Bearbeitungszeiten zu reduzieren. Besonders im Formenbau, wo große und zum Teil unhandliche<br />
Abmessungen bearbeitet werden, ist es unerlässlich Werkzeuge einsetzen zu können, die im Trockenschnitt arbeiten.<br />
Gerade für diesen Markt haben wir spezielle HPC-Werkzeuge für die Materialien Baustahl, Einsatzstahl und Vergütungsstahl<br />
entwickelt, die im Trockenschnitt sehr gute Ergebnisse liefern. Zur Ausbringung der Späne wird jedoch dringend<br />
der Einsatz von Druckluft empfohlen. Wird dies nicht befolgt, sind erhebliche Standzeiteinbußen zu befürchten.<br />
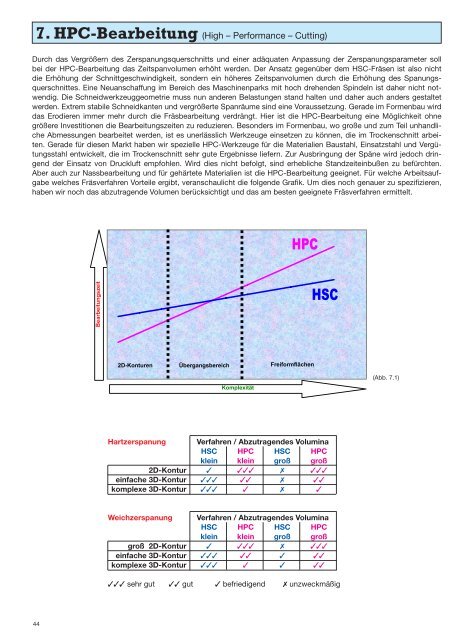
Aber auch zur Nassbearbeitung und für gehärtete Materialien ist die HPC-Bearbeitung geeignet. Für welche Arbeitsaufgabe<br />
welches Fräsverfahren Vorteile ergibt, veranschaulicht die folgende Grafik. Um dies noch genauer zu spezifizieren,<br />
haben wir noch das abzutragende Volumen berücksichtigt und das am besten geeignete Fräsverfahren ermittelt.<br />
44<br />
Bearbeitungszeit<br />
2D-Konturen Übergangsbereich Freiformflächen<br />
Komplexität<br />
Hartzerspanung Verfahren / Abzutragendes Volumina<br />
HSC HPC HSC HPC<br />
klein klein groß groß<br />
2D-Kontur ✓ ✓✓✓ ✗ ✓✓✓<br />
einfache 3D-Kontur ✓✓✓ ✓✓ ✗ ✓✓<br />
komplexe 3D-Kontur ✓✓✓ ✓ ✗ ✓<br />
Weichzerspanung Verfahren / Abzutragendes Volumina<br />
HSC HPC HSC HPC<br />
klein klein groß groß<br />
groß 2D-Kontur ✓ ✓✓✓ ✗ ✓✓✓<br />
einfache 3D-Kontur ✓✓✓ ✓✓ ✓ ✓✓<br />
komplexe 3D-Kontur ✓✓✓ ✓ ✓ ✓✓<br />
✓✓✓ sehr gut ✓✓ gut ✓ befriedigend ✗ unzweckmäßig<br />
(Abb. 7.1)