

Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
gut geschärfte Schneide mit ausreichend großem Freiwinkel eingesetzt werden. Die sonst entstehende Reibungswärme<br />
würde das Bauteil meist beschädigen. Durch das Verwenden von Pressluft oder Kühlmitteln kann ein Aufstauen der<br />
Späne und die damit auftretende Reibungswärme verhindert werden. Es sind keine besonderen Fertigungsverfahren notwendig<br />
und es kann in Bezug auf den Maschinenpark auf Erfahrungen in der Holz- bzw. Aluminiumbearbeitung zurückgegriffen<br />
werden. Da sehr viel geringere Zerspanungskräfte als in der Metallzerspanung auftreten, sind auch die Haltekräfte<br />
für das Werkstück zweckmäßig zu gestalten.<br />
Bei der Bearbeitung von Faserverstärkten Kunststoffen (FVK) sind die vorgenannten Angaben nur bedingt zutreffend. Die<br />
Art der Faserverstärkung ist hier massgebend für die Bearbeitbarkeit. Ist es nur eine Verstärkung des Kunststoffes mit<br />
Matten (Laminate) oder ist es eine textile Struktur (Gewebe). Laminate sind sehr viel einfacher zu bearbeiten, da nur die<br />
Zug- und Biegefestigkeit der Fasern Berücksichtigung finden müssen. Bei Geweben ist es ein Verbund der eine eigene<br />
Struktur bildet, die beachtet werden muß. Als Schneidwerkzeuge werden vorwiegend (diamant-) beschichtete Hartmetall-,<br />
CBN- oder PKD-Werkzeuge eingesetzt. Ist der bei Hartmetallwerkzeugen hauptsächlich auftretende Freiflächenverschleiß<br />
und die Kantenverrundung Hautverschleißursache, so ist es bei CBN- und PKD-Werkzeugen die Schneidkantenverrundung.<br />
Aufgrund der Abrasivität des Werkstoffes werden nur bedingt unbeschichtete Hartmetallwerkzeuge eingesetzt.<br />
Nimmt der Verschleiß am Werkzeug zu, so ist zu beachten, dass die Zerspanungstemperatur nicht zu stark<br />
ansteigt und eine Beschädigung des Bauteils verursacht.<br />
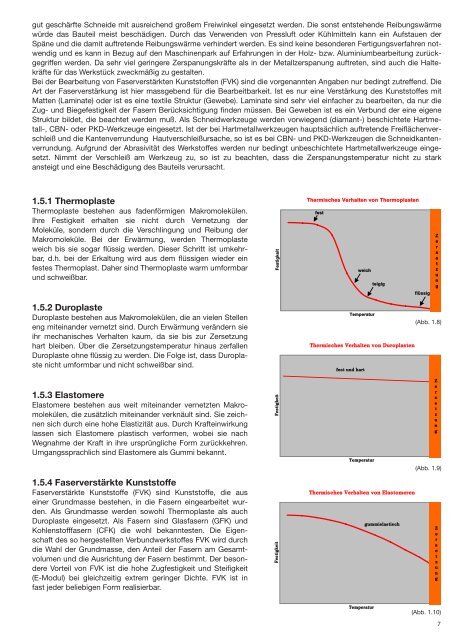
1.5.1 Thermoplaste<br />
Thermoplaste bestehen aus fadenförmigen Makromolekülen.<br />
Ihre Festigkeit erhalten sie nicht durch Vernetzung der<br />
Moleküle, sondern durch die Verschlingung und Reibung der<br />
Makromoleküle. Bei der Erwärmung, werden Thermoplaste<br />
weich bis sie sogar flüssig werden. Dieser Schritt ist umkehrbar,<br />
d.h. bei der Erkaltung wird aus dem flüssigen wieder ein<br />
festes Thermoplast. Daher sind Thermoplaste warm umformbar<br />
und schweißbar.<br />
1.5.2 Duroplaste<br />
Duroplaste bestehen aus Makromolekülen, die an vielen Stellen<br />
eng miteinander vernetzt sind. Durch Erwärmung verändern sie<br />
ihr mechanisches Verhalten kaum, da sie bis zur Zersetzung<br />
hart bleiben. Über die Zersetzungstemperatur hinaus zerfallen<br />
Duroplaste ohne flüssig zu werden. Die Folge ist, dass Duroplaste<br />
nicht umformbar und nicht schweißbar sind.<br />
1.5.3 Elastomere<br />
Elastomere bestehen aus weit miteinander vernetzten Makromolekülen,<br />
die zusätzlich miteinander verknäult sind. Sie zeichnen<br />
sich durch eine hohe Elastizität aus. Durch Krafteinwirkung<br />
lassen sich Elastomere plastisch verformen, wobei sie nach<br />
Wegnahme der Kraft in ihre ursprüngliche Form zurückkehren.<br />
Umgangssprachlich sind Elastomere als Gummi bekannt.<br />
1.5.4 Faserverstärkte Kunststoffe<br />
Faserverstärkte Kunststoffe (FVK) sind Kunststoffe, die aus<br />
einer Grundmasse bestehen, in die Fasern eingearbeitet wurden.<br />
Als Grundmasse werden sowohl Thermoplaste als auch<br />
Duroplaste eingesetzt. Als Fasern sind Glasfasern (GFK) und<br />
Kohlenstofffasern (CFK) die wohl bekanntesten. Die Eigenschaft<br />
des so hergestellten Verbundwerkstoffes FVK wird durch<br />
die Wahl der Grundmasse, den Anteil der Fasern am Gesamtvolumen<br />
und die Ausrichtung der Fasern bestimmt. Der besondere<br />
Vorteil von FVK ist die hohe Zugfestigkeit und Steifigkeit<br />
(E-Modul) bei gleichzeitig extrem geringer Dichte. FVK ist in<br />
fast jeder beliebigen Form realisierbar.<br />
Festigkeit<br />
Festigkeit<br />
Festigkeit<br />
Thermisches Verhalten von Thermoplasten<br />
fest<br />
weich<br />
Temperatur<br />
teigig<br />
Thermisches Verhalten von Duroplasten<br />
fest und hart<br />
Temperatur<br />
Thermisches Verhalten von Elastomeren<br />
Temperatur<br />
gummielastisch<br />
flüssig<br />
Z<br />
e<br />
r<br />
s<br />
e<br />
t<br />
z<br />
u<br />
n<br />
g<br />
(Abb. 1.8)<br />
Z<br />
e<br />
r<br />
s<br />
e<br />
t<br />
z<br />
u<br />
n<br />
g<br />
(Abb. 1.9)<br />
Z<br />
e<br />
r<br />
s<br />
e<br />
t<br />
z<br />
u<br />
n<br />
g<br />
(Abb. 1.10)<br />
7