

Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
13.7.5 Thermisch beeinflusste Werkstoffe<br />
Geschweißte oder durch Schneidbrennen bearbeitete Werkstoffe weisen an den Nahtstellen ein geändertes Gefüge auf.<br />
Es ist daher erforderlich, an diesen Nahtstellen die Schnittwerte zu reduzieren.<br />
13.7.6 Werkstückaufspannung<br />
Eine labile Werkstückaufspannung führt zu Standzeitverlust oder sogar bis zum Werkzeugbruch. Durch die Verringerung<br />
der Schnittwerte ist eine Verbesserung zu erreichen. Das stabilere Gestalten der Werkstückaufspannung stellt sich aber<br />
als die beste Alternative heraus.<br />
13.7.7 Optimaler Fräserdurchmesser<br />
Der Werkzeugdurchmesser ist abhängig von der Werstückbreite b bzw. der Eingriffsbreite a e des Werkstücks (vgl. Abb.<br />
13.1) Um das günstigste Eingriffsverhältnis zu erreichen, werden die Durchmesser wie folgt gewählt:<br />
Für kurzspanende Werkstoffe: d = 1,4 · b<br />
Für langspanende Werkstoffe: d = 1,6 · b<br />
13.7.8 Optimale Fräserposition<br />
Durch die Fräserposition relativ zum Werkstück wird der Ein- und Austritt der Werkzeugschneiden bestimmt. Wird diese<br />
günstig gewählt, so wird die Belastung des Werkzeugs besser verteilt, was wiederum eine Standzeitverlängerung zur<br />
Folge hat. Auch ob im Gleich- oder Gegenlauf gefräst wird hat hier entscheidenden Einfluss.<br />
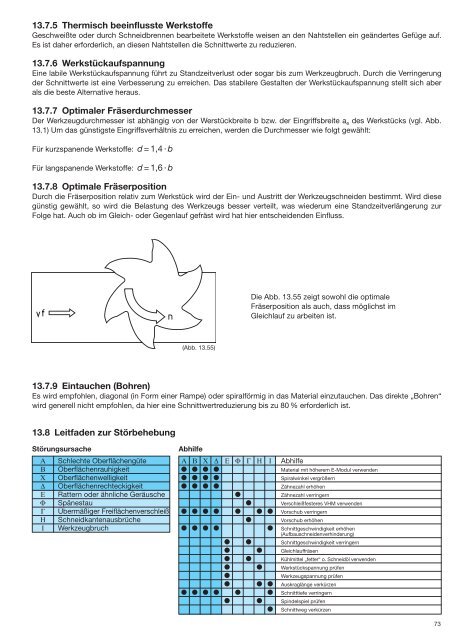
(Abb. 13.55)<br />
Die Abb. 13.55 zeigt sowohl die optimale<br />
Fräserposition als auch, dass möglichst im<br />
Gleichlauf zu arbeiten ist.<br />
13.7.9 Eintauchen (Bohren)<br />
Es wird empfohlen, diagonal (in Form einer Rampe) oder spiralförmig in das Material einzutauchen. Das direkte „Bohren“<br />
wird generell nicht empfohlen, da hier eine Schnittwertreduzierung bis zu 80 % erforderlich ist.<br />
13.8 Leitfaden zur Störbehebung<br />
Störungsursache Abhilfe<br />
Α Schlechte Oberflächengüte<br />
Β Oberflächenrauhigkeit<br />
Χ Oberflächenwelligkeit<br />
Δ Oberflächenrechteckigkeit<br />
Ε Rattern oder ähnliche Geräusche<br />
Φ Spänestau<br />
Γ Übermäßiger Freiflächenverschleiß<br />
Η Schneidkantenausbrüche<br />
Ι Werkzeugbruch<br />
Α Β Χ Δ Ε Φ Γ Η Ι Abhilfe<br />
● ● ● ● Material mit höherem E-Modul verwenden<br />
● ● ● ● Spiralwinkel vergrößern<br />
● ● ● ● Zähnezahl erhöhen<br />
● Zähnezahl verringern<br />
● Verschleißfesteres VHM verwenden<br />
● ● ● ● ● ● ● Vorschub verringern<br />
● Vorschub erhöhen<br />
● ● ● ● ● Schnittgeschwindigkeit erhöhen<br />
(Aufbauschneidenverhinderung)<br />
● ● Schnittgeschwindigkeit verringern<br />
● ● Gleichlauffräsen<br />
● ● Kühlmittel „fetter“ o. Schneidöl verwenden<br />
● ● Werkstückspannung prüfen<br />
● Werkzeugspannung prüfen<br />
● ● ● Auskraglänge verkürzen<br />
● ● ● ● ● ● Schnitttiefe verringern<br />
● ● Spindelspiel prüfen<br />
● Schnittweg verkürzen<br />
73