

Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
TiAlN-S - Glatte Schale,<br />
harter Kern...<br />
TiAlN-S ist eine speziell für die Bearbeitung Rostfreier<br />
Stähle, Titan und Inconel optimierte Variante der<br />
bewährten TiAlN-Schicht.<br />
Die exzellente Haftfestigkeit und Verschleißbeständigkeit<br />
der seit Jahren international geschätzten<br />
TiAlN-Hochleistungsbeschichtung wurde bei TiAlN-S<br />
durch die ausgezeichneten tribochemischen Eigenschaften<br />
der neuen Deckschicht entscheidend verbessert.<br />
Der Reibwert wird signifikant herabgesetzt,<br />
Kaltaufschweißungen dadurch verhindert.<br />
Durch optimierte Prozessführung ist TiAlN-S – ohne<br />
Nachbearbeitung – fühlbar glatter. Die Spanabfuhr ist<br />
dadurch deutlich verbessert.<br />
Die sehr hohe Härte der Beschichtung ermöglicht es,<br />
die Schicht auf Zerspanungswerkzeugen im Vergleich<br />
zu Standard-PVD-Beschichtungen sehr dünn<br />
abzuscheiden. Die Schneidkantenschärfe bleibt hierbei<br />
erhalten, ohne dass Kompromisse bei der Verschleißreserve<br />
eingegangen werden müssen.<br />
Eigenschaften (Auswahl)<br />
Härte HV 0,01 : 3500<br />
Reibkoeffizient (gegen 100 Cr 6): 0,25<br />
Typ. Schichtdicke: < 2,0 µm<br />
Farbe: Silber<br />
Kalottenschliffbild TiAlN-S (links)<br />
schem. Schichtaufbau (rechts)<br />
VB in [�m] (Mittelwert der 3 Schneiden)<br />
200,0<br />
150,0<br />
100,0<br />
50,0<br />
0,0<br />
vc [m/min] 50 Wirkweg [% Gl / % Ggl] 100% Gl Werkstoff Inconell 718 Mikroskop Olympus BX40<br />
fz [mm] 0,030<br />
-1<br />
n [min ] 1592 Größe (L x T x H) [mm] Vergrößerung 100x<br />
ap [mm] 10 vf [mm/min] 143<br />
2<br />
Sollhärte / Rm [HRC / N/mm ] Meßsystem<br />
l2 [mm]<br />
2<br />
Isthärte / Rm [HRC / N/mm ]<br />
z 3 GW-Werkzeugtyp GW 340 neu Vorbearbeitung Günther Wirth<br />
ae 2,50 Bemerkung: Kühlemulsion Emulsion Präzisionswerkzeuge<br />
D [mm] 10 Rundlauftoleranz: < 10�m 88481 Balzheim 2<br />
(Abb. 9.3)<br />
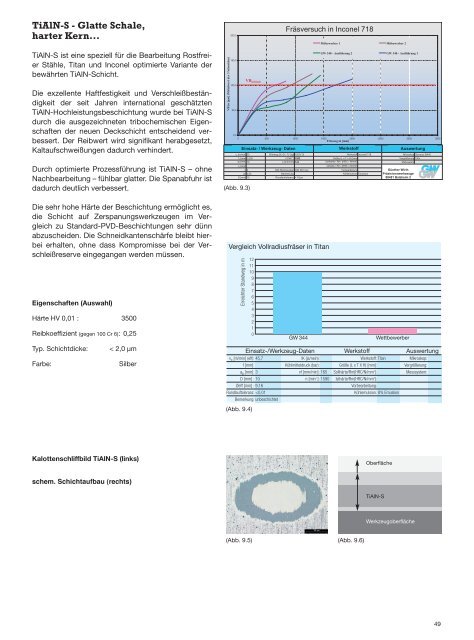
Vergleich Vollradiusfräser in Titan<br />
Erreichter Standweg in m<br />
12<br />
11<br />
10<br />
9<br />
8<br />
7<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
0<br />
GW 344 Wettbewerber<br />
Einsatz-/Werkzeug-Daten Werkstoff Auswertung<br />
vc [m/min] (eff): 45,7 IK (ja/nein): Werkstoff: Titan Mikroskop:<br />
f [mm]: Kühlmitteldruck (bar): Größe (L x T X H) [mm]: Vergrößerung:<br />
ap [mm]: 3 vf [mm/min]: 165 Sollhärte/Rm[HRC/N/mm2 ]: Messsystem:<br />
D [mm] : 10 n [min-1 ]: 1590 Isthärte/Rm[HRC/N/mm2 ]:<br />
Øeff [mm] : 9,16 Vorbearbeitung:<br />
Rundlauftoleranz: