

Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
(Abb. 13.39) (Abb. 13.40)<br />
(Abb. 13.41) (Abb. 13.42)<br />
(Abb. 13.43) (Abb. 13.44)<br />
(Abb. 13.45) (Abb. 13.46)<br />
(Abb. 13.47) (Abb. 13.48)<br />
(Abb. 13.49) (Abb. 13.50)<br />
(Abb. 13.51) (Abb. 13.52)<br />
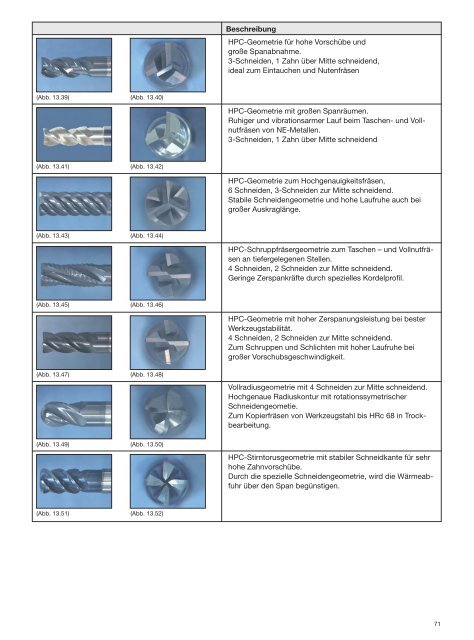
Beschreibung<br />
HPC-Geometrie für hohe Vorschübe und<br />
große Spanabnahme.<br />
3-Schneiden, 1 Zahn über Mitte schneidend,<br />
ideal zum Eintauchen und Nutenfräsen<br />
HPC-Geometrie mit großen Spanräumen.<br />
Ruhiger und vibrationsarmer Lauf beim Taschen- und Vollnutfräsen<br />
von NE-Metallen.<br />
3-Schneiden, 1 Zahn über Mitte schneidend<br />
HPC-Geometrie zum Hochgenauigkeitsfräsen,<br />
6 Schneiden, 3-Schneiden zur Mitte schneidend.<br />
Stabile Schneidengeometrie und hohe Laufruhe auch bei<br />
großer Auskraglänge.<br />
HPC-Schruppfräsergeometrie zum Taschen – und Vollnutfräsen<br />
an tiefergelegenen Stellen.<br />
4 Schneiden, 2 Schneiden zur Mitte schneidend.<br />
Geringe Zerspankräfte durch spezielles Kordelprofil.<br />
HPC-Geometrie mit hoher Zerspanungsleistung bei bester<br />
Werkzeugstabilität.<br />
4 Schneiden, 2 Schneiden zur Mitte schneidend.<br />
Zum Schruppen und Schlichten mit hoher Laufruhe bei<br />
großer Vorschubsgeschwindigkeit.<br />
Vollradiusgeometrie mit 4 Schneiden zur Mitte schneidend.<br />
Hochgenaue Radiuskontur mit rotationssymetrischer<br />
Schneidengeometie.<br />
Zum Kopierfräsen von Werkzeugstahl bis HRc 68 in Trockbearbeitung.<br />
HPC-Stirntorusgeometrie mit stabiler Schneidkante für sehr<br />
hohe Zahnvorschübe.<br />
Durch die spezielle Schneidengeometrie, wird die Wärmeabfuhr<br />
über den Span begünstigen.<br />
71