

Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
9. Hochfeste Werkstoffe<br />
Neue Werkzeuge für neue<br />
Anwendungsbereiche...<br />
Längere Standzeiten und höhere Vorschubwerte verbessern<br />
die Wirtschaftlichkeit eines Werkzeugs. Dies<br />
wird u.a. durch die kontinuierliche Optimierung der<br />
Werkzeugbeschichtung erreicht.<br />
Damit unsere Standardwerkzeuge im Zuge der Erweiterung<br />
der Anwendungsbereiche diese optimalen<br />
Beschichtungen erhalten, führen wir im eigenen Labor<br />
aufwendige Werkzeugtests durch. Anhand der<br />
dabei gewonnenen Erkenntnisse in Bezug auf Hartmetalle,<br />
Geometrien und Oberflächen entwickeln wir<br />
neue Werkzeuge mit neuen Beschichtungen, mit<br />
denen heute Materialien zerspant werden, die vor<br />
kurzem nur im Schleifverfahren bearbeitet werden<br />
konnten.<br />
Immer neue Hartmetallsorten sind nötig, um diese<br />
neuen Werkzeuge auch in bisher nicht beachteten<br />
Nischenbereichen einsetzen zu können.<br />
„Tsunami“ –<br />
ein neuer Begriff im Werkzeugbau<br />
In Versuchen hat sich gezeigt, dass unsere „Tsunami“-Hochleistungsfräser<br />
zum Schruppen und<br />
Schlichten hochfester Werkstoffe besonders geeignet<br />
sind.<br />
Durch die größere Spanraumtiefe im vorderen Teil<br />
der Schneide ist das Nutenfräsen mit einer Zustellung<br />
von bis zu 1,0 x Ø möglich. Der große Kerndurchmesser<br />
am hinteren Teil der Schneide erhöht<br />
die Stabilität und vermindert somit Schneidkantenausbrüche.<br />
Um einen möglichst weichen Schnitt und<br />
gute Laufruhe zu erzielen, werden die Werkzeuge mit<br />
52° Spiralwinkel gefertigt.<br />
Die spezielle Schneidengeometrie, die Verwendung<br />
einer äußerst feinkörnigen Hartmetallsorte sowie<br />
unsere neue „TiAlN-S“-Beschichtung bringen eine<br />
deutliche Erhöhung der Schnittparameter und einen<br />
Standzeitvorteil gegenüber den Wettbewerbprodukten.<br />
Die Vorteile der neuen „Tsunami“-Fräser auf einen Blick:<br />
● stabile Schneidkante für hohe Produktionssicherheit<br />
● deutlich höhere Zerspanleistung durch unterschiedliche Spanraumtiefen<br />
● spezielle Schneidengeometrie für hohe Beanspruchung<br />
● hohe Verschleißbeständigkeit<br />
48<br />
VB in [�m] (Mittelwert der 3 Schneiden)<br />
120,0<br />
110,0<br />
100,0<br />
90,0<br />
80,0<br />
70,0<br />
60,0<br />
50,0<br />
40,0<br />
30,0<br />
20,0<br />
10,0<br />
0,0<br />
VB kritisch<br />
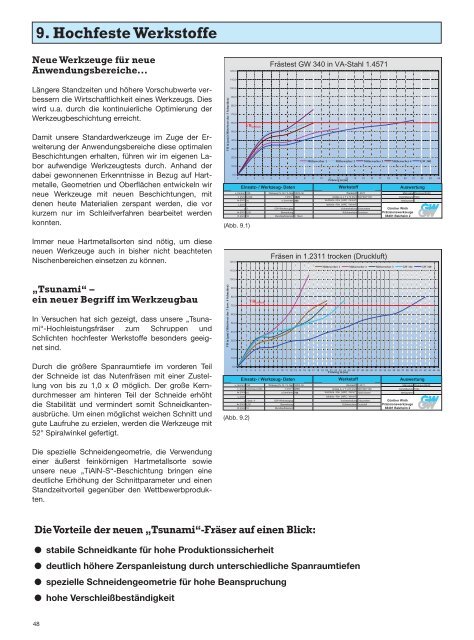
Frästest GW 340 in VA-Stahl 1.4571<br />
28.04.2003<br />
Mitbewerber 1 Mitbewerber 2 Mitbewerber 3 Mitbewerber 4 GW 340<br />
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24<br />
Fräsweg in [m]<br />
Einsatz- / Werkzeug- Daten Werkstoff Auswertung<br />
vc [m/min] 120 Wirkweg [% Gl / % Ggl] 100% Gl Werkstoff 1.4571 Mikroskop Olympus BX40<br />
fz [mm] 0,040<br />
-1<br />
n [min ] 3820 Größe (L x T x H) [mm] 500*200*100 Vergrößerung 100x<br />
ap [mm] 10 vf [mm/min] 458<br />
2<br />
Sollhärte / Rm [HRC / N/mm ] Meßsystem<br />
l2 [mm]<br />
2<br />
Isthärte / Rm [HRC / N/mm ]<br />
z 3 GW-Werkzeugtyp Vorbearbeitung Entzundern Günther Wirth<br />
ae [mm] 8,00 Bemerkung: Kühlemulsion Emulsion Präzisionswerkzeuge<br />
D [mm] 10 Rundlauftoleranz: < 10�m 88481 Balzheim 2<br />
(Abb. 9.1)<br />
VB in [�m] (Mittelwert der 3 bzw. 4 Schneiden)<br />
120,0<br />
110,0<br />
100,0<br />
90,0<br />
80,0<br />
70,0<br />
60,0<br />
50,0<br />
40,0<br />
30,0<br />
20,0<br />
10,0<br />
0,0<br />
VB kritisch<br />
Fräsen in 1.2311 trocken (Druckluft)<br />
Mitbewerber 1 Mitbewerber 2 Mitbewerber 3 GW 314 GW 340<br />
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45<br />
Fräsweg in [m]<br />
Einsatz- / Werkzeug- Daten Werkstoff Auswertung<br />
vc [m/min] 150 Wirkweg [% Gl / % Ggl] 100% Gl Werkstoff 1.2311 Mikroskop Olympus BX40<br />
fz [mm] 0,04 bzw.0,053<br />
-1<br />
n [min ] 4775 Größe (L x T x H) [mm] 500*200*100 Vergrößerung 100x<br />
ap [mm] 10 vf [mm/min] 764<br />
2<br />
Sollhärte / Rm [HRC / N/mm ] 1000 N/mm² Meßsystem<br />
l2 [mm]<br />
2<br />
Isthärte / Rm [HRC / N/mm ]<br />
z 3 bzw. 4 GW-Werkzeugtyp Vorbearbeitung Entzundern Günther Wirth<br />
ae [mm] 8,00 Bemerkung: Kühlemulsion Druckluft Präzisionswerkzeuge<br />
D [mm] 10 Rundlauftoleranz: 88481 Balzheim 2<br />
(Abb. 9.2)