

Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Beim Anschliff des <strong>Bohrer</strong>s können Schleiffehler gemacht werden, die zu verschiedenen Fehlerbildern in der Bohrung<br />
führen. Die Folge bei allen Schleiffehlern ist ein vorzeitiger Verschleiß, der bis zum Werkzeugbruch führen kann.<br />
(Abb. 12.33)<br />
χ r1<br />
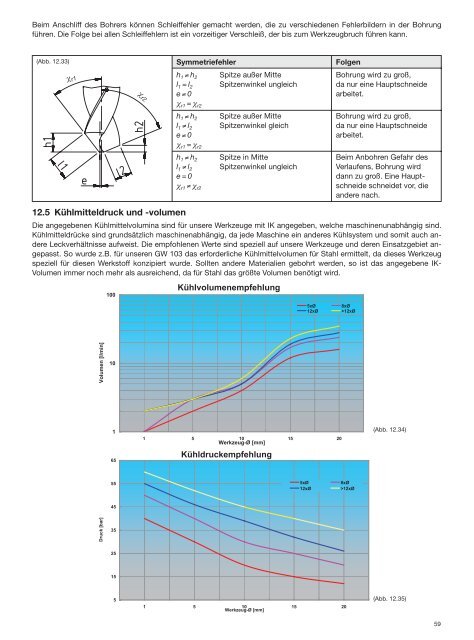
12.5 Kühlmitteldruck und -volumen<br />
Symmetriefehler Folgen<br />
h1 ≠ h2 Spitze außer Mitte Bohrung wird zu groß,<br />
l1 = l2 Spitzenwinkel ungleich da nur eine Hauptschneide<br />
e ≠ 0<br />
χr1 = χr2 arbeitet.<br />
h 1 ≠ h 2 Spitze außer Mitte Bohrung wird zu groß,<br />
l 1 ≠ l 2 Spitzenwinkel gleich da nur eine Hauptschneide<br />
e ≠ 0 arbeitet.<br />
χ r1 = χ r2<br />
h 1 ≠ h 2 Spitze in Mitte Beim Anbohren Gefahr des<br />
l 1 ≠ l 2 Spitzenwinkel ungleich Verlaufens, Bohrung wird<br />
e = 0 dann zu groß. Eine Haupt-<br />
χ r1 ≠ χ r2<br />
schneide schneidet vor, die<br />
andere nach.<br />
Die angegebenen Kühlmittelvolumina sind für unsere Werkzeuge mit IK angegeben, welche maschinenunabhängig sind.<br />
Kühlmitteldrücke sind grundsätzlich maschinenabhängig, da jede Maschine ein anderes Kühlsystem und somit auch andere<br />
Leckverhältnisse aufweist. Die empfohlenen Werte sind speziell auf unsere Werkzeuge und deren Einsatzgebiet angepasst.<br />
So wurde z.B. für unseren GW 103 das erforderliche Kühlmittelvolumen für Stahl ermittelt, da dieses Werkzeug<br />
speziell für diesen Werkstoff konzipiert wurde. Sollten andere Materialien gebohrt werden, so ist das angegebene IK-<br />
Volumen immer noch mehr als ausreichend, da für Stahl das größte Volumen benötigt wird.<br />
Volumen [l/min]<br />
Druck [bar]<br />
100<br />
10<br />
1<br />
65<br />
55<br />
45<br />
35<br />
25<br />
15<br />
5<br />
χ r2<br />
Kühlvolumenempfehlung<br />
5xØ 8xØ<br />
12xØ >12xØ<br />
1 5 10 15 20<br />
Werkzeug-Ø [mm]<br />
Kühldruckempfehlung<br />
5xØ 8xØ<br />
12xØ >12xØ<br />
1 5 10 15 20<br />
Werkzeug-Ø [mm]<br />
(Abb. 12.34)<br />
(Abb. 12.35)<br />
59