

Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer
Erreichbare Bohrtiefen - Geradegenutete Bohrer

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
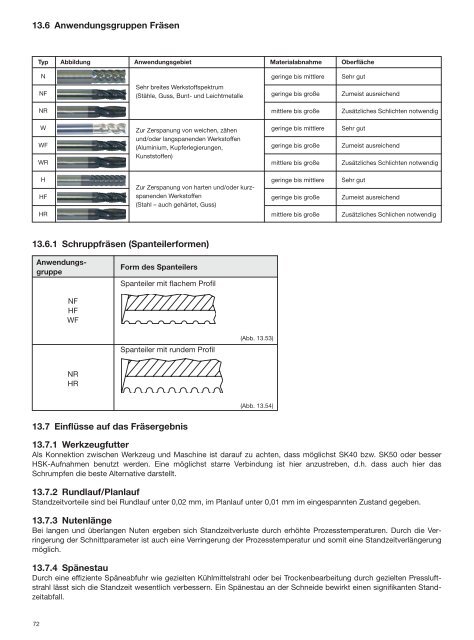
13.6 Anwendungsgruppen Fräsen<br />
13.7 Einflüsse auf das Fräsergebnis<br />
13.7.1 Werkzeugfutter<br />
Als Konnektion zwischen Werkzeug und Maschine ist darauf zu achten, dass möglichst SK40 bzw. SK50 oder besser<br />
HSK-Aufnahmen benutzt werden. Eine möglichst starre Verbindung ist hier anzustreben, d.h. dass auch hier das<br />
Schrumpfen die beste Alternative darstellt.<br />
13.7.2 Rundlauf/Planlauf<br />
Standzeitvorteile sind bei Rundlauf unter 0,02 mm, im Planlauf unter 0,01 mm im eingespannten Zustand gegeben.<br />
13.7.3 Nutenlänge<br />
Bei langen und überlangen Nuten ergeben sich Standzeitverluste durch erhöhte Prozesstemperaturen. Durch die Verringerung<br />
der Schnittparameter ist auch eine Verringerung der Prozesstemperatur und somit eine Standzeitverlängerung<br />
möglich.<br />
13.7.4 Spänestau<br />
Durch eine effiziente Späneabfuhr wie gezielten Kühlmittelstrahl oder bei Trockenbearbeitung durch gezielten Pressluftstrahl<br />
lässt sich die Standzeit wesentlich verbessern. Ein Spänestau an der Schneide bewirkt einen signifikanten Standzeitabfall.<br />
72<br />
Typ Abbildung Anwendungsgebiet Materialabnahme Oberfläche<br />
N<br />
NF<br />
NR<br />
W<br />
WF<br />
WR<br />
H<br />
HF<br />
HR<br />
Sehr breites Werkstoffspektrum<br />
(Stähle, Guss, Bunt- und Leichtmetalle<br />
Zur Zerspanung von weichen, zähen<br />
und/oder langspanenden Werkstoffen<br />
(Aluminium, Kupferlegierungen,<br />
Kunststoffen)<br />
Zur Zerspanung von harten und/oder kurzspanenden<br />
Werkstoffen<br />
(Stahl – auch gehärtet, Guss)<br />
13.6.1 Schruppfräsen (Spanteilerformen)<br />
Anwendungsgruppe<br />
NF<br />
HF<br />
WF<br />
NR<br />
HR<br />
Form des Spanteilers<br />
Spanteiler mit flachem Profil<br />
Spanteiler mit rundem Profil<br />
(Abb. 13.53)<br />
(Abb. 13.54)<br />
geringe bis mittlere<br />
geringe bis große<br />
mittlere bis große<br />
geringe bis mittlere<br />
geringe bis große<br />
mittlere bis große<br />
geringe bis mittlere<br />
geringe bis große<br />
mittlere bis große<br />
Sehr gut<br />
Zumeist ausreichend<br />
Zusätzliches Schlichten notwendig<br />
Sehr gut<br />
Zumeist ausreichend<br />
Zusätzliches Schlichten notwendig<br />
Sehr gut<br />
Zumeist ausreichend<br />
Zusätzliches Schlichen notwendig