

antriebstechnik 3/2018
antriebstechnik 3/2018
antriebstechnik 3/2018
- TAGS
- antriebstechnik

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
ZAHNRADFERTIGUNG<br />
02<br />
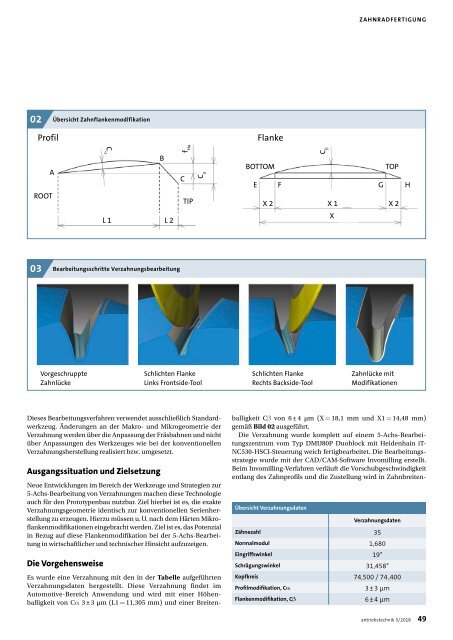
Übersicht Zahnflankenmodifikation<br />
Profil<br />
Flanke<br />
A<br />
ROOT<br />
Cα<br />
B<br />
f Ha<br />
C<br />
TIP<br />
C a<br />
C β<br />
BOTTOM<br />
TOP<br />
E F G H<br />
X 2 X 1<br />
X 2<br />
L 1 L 2<br />
X<br />
03<br />
Bearbeitungsschritte Verzahnungsbearbeitung<br />
Vorgeschruppte<br />
Zahnlücke<br />
Schlichten Flanke<br />
Links Frontside-Tool<br />
Schlichten Flanke<br />
Rechts Backside-Tool<br />
Zahnlücke mit<br />
Modifikationen<br />
Dieses Bearbeitungsverfahren verwendet ausschließlich Standardwerkzeug.<br />
Änderungen an der Makro- und Mikrogeometrie der<br />
Verzahnung werden über die Anpassung der Fräsbahnen und nicht<br />
über Anpassungen des Werkzeuges wie bei der konventionellen<br />
Verzahnungsherstellung realisiert bzw. umgesetzt.<br />
Ausgangssituation und Zielsetzung<br />
Neue Entwicklungen im Bereich der Werkzeuge und Strategien zur<br />
5-Achs-Bearbeitung von Verzahnungen machen diese Technologie<br />
auch für den Prototypenbau nutzbar. Ziel hierbei ist es, die exakte<br />
Verzahnungsgeometrie identisch zur konventionellen Serienherstellung<br />
zu erzeugen. Hierzu müssen u. U. nach dem Härten Mikroflankenmodifikationen<br />
eingebracht werden. Ziel ist es, das Potenzial<br />
in Bezug auf diese Flankenmodifikation bei der 5-Achs-Bearbeitung<br />
in wirtschaftlicher und technischer Hinsicht aufzuzeigen.<br />
Die Vorgehensweise<br />
Es wurde eine Verzahnung mit den in der Tabelle aufgeführten<br />
Verzahnungsdaten hergestellt. Diese Verzahnung findet im<br />
Automotive-Bereich Anwendung und wird mit einer Höhenballigkeit<br />
von Cα 3 ± 3 µm (L1 = 11,305 mm) und einer Breitenballigkeit<br />
Cβ von 6 ± 4 µm (X = 18,1 mm und X1 = 14,48 mm)<br />
gemäß Bild 02 ausgeführt.<br />
Die Verzahnung wurde komplett auf einem 5-Achs-Bearbeitungszentrum<br />
vom Typ DMU80P Duoblock mit Heidenhain iT-<br />
NC530-HSCI-Steuerung weich fertigbearbeitet. Die Bearbeitungsstrategie<br />
wurde mit der CAD/CAM-Software Invomilling erstellt.<br />
Beim Invomilling-Verfahren verläuft die Vorschubgeschwindigkeit<br />
entlang des Zahnprofils und die Zustellung wird in Zahnbreiten-<br />
Übersicht Verzahnungsdaten<br />
Verzahnungsdaten<br />
Zähnezahl 35<br />
Normalmodul 1,680<br />
Eingriffswinkel 19°<br />
Schrägungswinkel 31,458°<br />
Kopfkreis 74,500 / 74 ,400<br />
Profilmodifikation, Cα 3 ± 3 µm<br />
Flankenmodifikation, Cβ 6 ± 4 µm<br />
<strong>antriebstechnik</strong> 3/<strong>2018</strong> 49














