

antriebstechnik 3/2018
antriebstechnik 3/2018
antriebstechnik 3/2018
- TAGS
- antriebstechnik

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Amplitude [dB]<br />
Phase [°]<br />
Amplitude [dB]<br />
Phase [°]<br />
11<br />
12<br />
13<br />
80<br />
60<br />
40<br />
10<br />
0<br />
-20<br />
-40<br />
-60<br />
0<br />
-20<br />
-40<br />
-60<br />
10 1<br />
0<br />
*<br />
10 1<br />
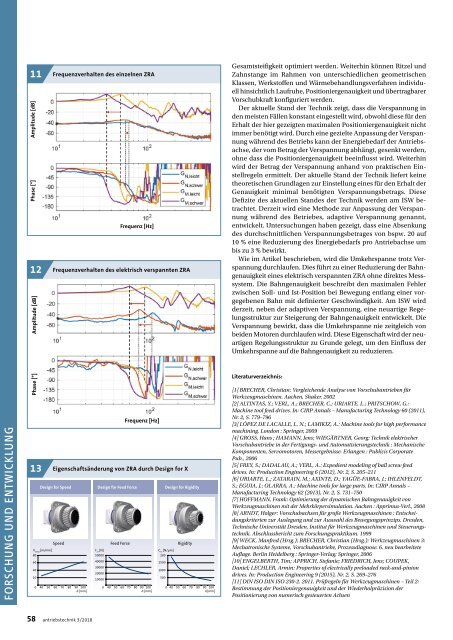
Frequenzverhalten des einzelnen ZRA<br />
0<br />
N, schwer<br />
G N, leicht<br />
-45<br />
G 10 1 10 2<br />
-90<br />
G M, leicht<br />
-135<br />
G M, schwer<br />
-180<br />
Frequenzverhalten des elektrisch verspannten ZRA<br />
*<br />
G N, leicht<br />
-45<br />
G 10 1 10 2<br />
-90<br />
N, schwer<br />
G M, leicht<br />
-135<br />
G M, schwer<br />
-180<br />
Design for Speed Design for Feed Force Design for Rigidity<br />
Speed Feed Force Rigidity<br />
V 2Max [m/min] F 2T [N] C lin [N/µm]<br />
0 40 50 60 70 80 90 100<br />
d [mm]<br />
50000<br />
40000<br />
30000<br />
20000<br />
10000<br />
Frequenz [Hz]<br />
10 2<br />
Frequenz [Hz]<br />
Eigenschaftsänderung von ZRA durch Design for X<br />
10 2<br />
0 40 50 60 70 80 90 100<br />
d [mm]<br />
200<br />
1500<br />
1000<br />
500<br />
0 40 50 60 70 80 90 100<br />
d [mm]<br />
Gesamtsteifigkeit optimiert werden. Weiterhin können Ritzel und<br />
Zahnstange im Rahmen von unterschiedlichen geometrischen<br />
Klassen, Werkstoffen und Wärmebehandlungsverfahren individuell<br />
hinsichtlich Laufruhe, Positioniergenauigkeit und übertragbarer<br />
Vorschubkraft konfiguriert werden.<br />
Der aktuelle Stand der Technik zeigt, dass die Verspannung in<br />
den meisten Fällen konstant eingestellt wird, obwohl diese für den<br />
Erhalt der hier gezeigten maximalen Positioniergenauigkeit nicht<br />
immer benötigt wird. Durch eine gezielte Anpassung der Verspannung<br />
während des Betriebs kann der Energiebedarf der Antriebsachse,<br />
der vom Betrag der Verspannung abhängt, gesenkt werden,<br />
ohne dass die Positioniergenauigkeit beeinflusst wird. Weiterhin<br />
wird der Betrag der Verspannung anhand von praktischen Einstellregeln<br />
ermittelt. Der aktuelle Stand der Technik liefert keine<br />
theoretischen Grundlagen zur Einstellung eines für den Erhalt der<br />
Genauigkeit minimal benötigten Verspannungsbetrags. Diese<br />
Defizite des aktuellen Standes der Technik werden am ISW betrachtet.<br />
Derzeit wird eine Methode zur Anpassung der Verspannung<br />
während des Betriebes, adaptive Verspannung genannt,<br />
entwickelt. Untersuchungen haben gezeigt, dass eine Absenkung<br />
des durchschnittlichen Verspannungsbetrages von bspw. 20 auf<br />
10 % eine Reduzierung des Energiebedarfs pro Antriebachse um<br />
bis zu 3 % bewirkt.<br />
Wie im Artikel beschrieben, wird die Umkehrspanne trotz Verspannung<br />
durchlaufen. Dies führt zu einer Reduzierung der Bahngenauigkeit<br />
eines elektrisch verspannten ZRA ohne direktes Messsystem.<br />
Die Bahngenauigkeit beschreibt den maximalen Fehler<br />
zwischen Soll- und Ist-Position bei Bewegung entlang einer vorgegebenen<br />
Bahn mit definierter Geschwindigkeit. Am ISW wird<br />
derzeit, neben der adaptiven Verspannung, eine neuartige Regelungsstruktur<br />
zur Steigerung der Bahngenauigkeit entwickelt. Die<br />
Verspannung bewirkt, dass die Umkehrspanne nie zeitgleich von<br />
beiden Motoren durchlaufen wird. Diese Eigenschaft wird der neuartigen<br />
Regelungsstruktur zu Grunde gelegt, um den Einfluss der<br />
Umkehrspanne auf die Bahngenauigkeit zu reduzieren.<br />
Literaturverzeichnis:<br />
[1] BRECHER, Christian: Vergleichende Analyse von Vorschubantrieben für<br />
Werkzeugmaschinen. Aachen, Shaker. 2002<br />
[2] ALTINTAS, Y.; VERL, A.; BRECHER, C.; URIARTE, L.; PRITSCHOW, G.:<br />
Machine tool feed drives. In: CIRP Annals – Manufacturing Technology 60 (2011),<br />
Nr. 2, S. 779–796<br />
[3] LÓPEZ DE LACALLE, L. N.; LAMIKIZ, A.: Machine tools for high performance<br />
machining. London : Springer, 2009<br />
[4] GROSS, Hans ; HAMANN, Jens; WIEGÄRTNER, Georg: Technik elektrischer<br />
Vorschubantriebe in der Fertigungs- und Automatisierungstechnik : Mechanische<br />
Komponenten, Servomotoren, Messergebnisse. Erlangen : Publicis Corporate<br />
Pub., 2006<br />
[5] FREY, S.; DADALAU, A.; VERL, A.: Expedient modeling of ball screw feed<br />
drives. In: Production Engineering 6 (2012), Nr. 2, S. 205–211<br />
[6] URIARTE, L.; ZATARAIN, M.; AXINTE, D.; YAGÜE-FABRA, J.; IHLENFELDT,<br />
S.; EGUIA, J.; OLARRA, A.: Machine tools for large parts. In: CIRP Annals –<br />
Manufacturing Technology 62 (2013), Nr. 2, S. 731–750<br />
[7] HOFFMANN, Frank: Optimierung der dynamischen Bahngenauigkeit von<br />
Werkzeugmaschinen mit der Mehrkörpersimulation. Aachen : Apprimus-Verl., 2008<br />
[8] ARNDT, Holger: Vorschubachsen für große Werkzeugmaschinen : Entscheidungskriterien<br />
zur Auslegung und zur Auswahl des Bewegungsprinzips. Dresden,<br />
Technische Universität Dresden, Institut für Werkzeugmaschinen und Steuerungstechnik.<br />
Abschlussbericht zum Forschungspraktikum. 1999<br />
[9] WECK, Manfred (Hrsg.); BRECHER, Christian (Hrsg.): Werkzeugmaschinen 3:<br />
Mechatronische Systeme, Vorschubantriebe, Prozessdiagnose. 6. neu bearbeitete<br />
Auflage. Berlin Heidelberg : Springer-Verlag; Springer, 2006<br />
[10] ENGELBERTH, Tim; APPRICH, Stefanie; FRIEDRICH, Jens; COUPEK,<br />
Daniel; LECHLER, Armin: Properties of electrically preloaded rack-and-pinion<br />
drives. In: Production Engineering 9 (2015), Nr. 2, S. 269–276<br />
[11] DIN ISO DIN ISO 230-2. 2011. Prüfregeln für Werkzeugmaschinen – Teil 2:<br />
Bestimmung der Positioniergenauigkeit und der Wiederholpräzision der<br />
Positionierung von numerisch gesteuerten Achsen<br />
58 <strong>antriebstechnik</strong> 3/<strong>2018</strong>














