

antriebstechnik 3/2018
antriebstechnik 3/2018
antriebstechnik 3/2018
- TAGS
- antriebstechnik

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Abweichung [µm]<br />
x ZRA<br />
- x Tisch<br />
[µm] x ZRA<br />
- x Tisch<br />
[µm]<br />
x ZRA<br />
– x Tisch<br />
[µm]<br />
LINEARTECHNIK<br />
einem nicht periodischen Positionierfehler entlang des gesamten<br />
Verfahrweges. Durch Anpassung der Messsystemauflösung unter Berücksichtigung<br />
der Messsystemtoleranzen wird der Drift kompensiert<br />
und der Einfluss der Zahnstangenabweichungen deutlich. Das Ergebnis<br />
ist in Bild 06 dargestellt. Die Abweichung Δx Z<br />
(x) wird durch<br />
Mittelwertbildung der Abweichungen zwischen Motor- und Tischposition<br />
approximiert. Für die Ausrichtung der Zahnstangen wurden<br />
die von Wittenstein entwickelten Inira-Montagesysteme verwendet.<br />
Die Zahnstangenabweichungen im montierten Zustand lassen sich<br />
auf Δx Z,max<br />
= 35 µm beziffern. Der Verlauf von Δx Z<br />
(x) passt in guter<br />
Näherung zu , der Summe der von Wittenstein gemessenen<br />
Zahnstangenabweichungen im nicht montierten Zustand.<br />
Das in Bild 04 dargestellte Ergebnis der Positioniergenauigkeit<br />
wird ohne direktes Messsystem erzielt. Durch den dauerhaften Einsatz<br />
eines direkten Messsystems lässt sich die Positioniergenauigkeit<br />
steigern, da die oben betrachteten Abweichungen kompensiert werden.<br />
Die Ausrüstung von langen Verfahrachsen mit konventionellen<br />
direkten Messsystemen (z. B. Glasmaßstab) führt zu hohen Kosten.<br />
Durch den Einsatz von interferrometrischen Messsystemen wie dem<br />
IDS3010 der Wittenstein-Tochter Attocube Systems AG können diese<br />
Ausrüstungskosten reduziert werden. Alternativ können die Abweichungen<br />
einmalig während der Inbetriebnahme direkt bzw. interferrometrisch<br />
ermittelt und anschließend dauerhaft im Lageregler<br />
kompensiert werden. In diesem Fall werden die Ausrüstungsinvestitionen<br />
für das dauerhaft in der Maschine verbleibende Messsystem eingespart<br />
und die Positioniergenauigkeit dennoch deutlich gesteigert.<br />
Anhand einer einmaligen Messung oder durch Nutzung der vom<br />
Hersteller ermittelten Abweichungen kann die in Bild 05 (oben) gezeigte<br />
Gesamtabweichung Δx ges<br />
(x) zwischen Motor- und Tischposition<br />
ermittelt werden. Δx ges<br />
(x) wird in Form einer Lookup-Tabelle in<br />
der Steuerung hinterlegt und entsprechend Gl. (4) zur Anpassung<br />
der geforderten Sollposition x soll<br />
genutzt. Die angepasste Sollposition<br />
wird für die Lageregelung des einzelnen ZRA verwendet.<br />
05<br />
0<br />
-50<br />
-100<br />
-150<br />
-20<br />
-40<br />
06<br />
Kontinuierliche Messung der Differenz zwischen<br />
Motor encoder und direktem Messsystem<br />
0<br />
0.5 1 1.5 2 2.5<br />
Position [m]<br />
-60<br />
0.75 0.8 0.85 0.9 0.95<br />
60<br />
50<br />
40<br />
30<br />
20<br />
Position [m]<br />
∆x GR<br />
1 1.05 1.1<br />
Kontinuierliche, driftkompensierte Messung der Differenz<br />
zwischen Motorencoder und direktem Messsystem<br />
10<br />
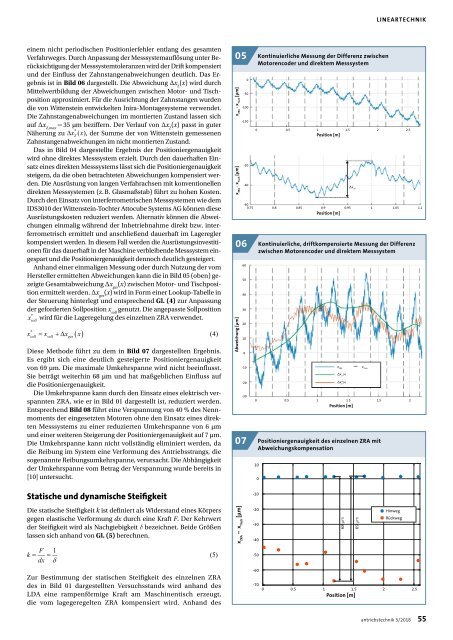
Diese Methode führt zu dem in Bild 07 dargestellten Ergebnis.<br />
Es ergibt sich eine deutlich gesteigerte Positioniergenauigkeit<br />
von 69 µm. Die maximale Umkehrspanne wird nicht beeinflusst.<br />
Sie beträgt weiterhin 68 µm und hat maßgeblichen Einfluss auf<br />
die Positioniergenauigkeit.<br />
Die Umkehrspanne kann durch den Einsatz eines elektrisch verspannten<br />
ZRA, wie er in Bild 01 dargestellt ist, reduziert werden.<br />
Entsprechend Bild 08 führt eine Verspannung von 40 % des Nennmoments<br />
der eingesetzten Motoren ohne den Einsatz eines direkten<br />
Messsystems zu einer reduzierten Umkehrspanne von 6 µm<br />
und einer weiteren Steigerung der Positioniergenauigkeit auf 7 µm.<br />
Die Umkehrspanne kann nicht vollständig eliminiert werden, da<br />
die Reibung im System eine Verformung des Antriebsstrangs, die<br />
sogenannte Reibungsumkehrspanne, verursacht. Die Abhängigkeit<br />
der Umkehrspanne vom Betrag der Verspannung wurde bereits in<br />
[10] untersucht.<br />
Statische und dynamische Steifigkeit<br />
0<br />
-10<br />
-20<br />
-30<br />
07<br />
0 0.5<br />
-10<br />
x ZRA<br />
∆x Z<br />
(x)<br />
(x)<br />
∆x Z *<br />
Position [m]<br />
x Tisch<br />
1 1.5 1.5 2<br />
Positioniergenauigkeit des einzelnen ZRA mit<br />
Abweichungskompensation<br />
10<br />
0<br />
Die statische Steifigkeit k ist definiert als Widerstand eines Körpers<br />
gegen elastische Verformung dx durch eine Kraft F. Der Kehrwert<br />
der Steifigkeit wird als Nachgiebigkeit δ bezeichnet. Beide Größen<br />
lassen sich anhand von Gl. (5) berechnen.<br />
-20<br />
-30<br />
-40<br />
68 µm<br />
69 µm<br />
Hinweg<br />
Rückweg<br />
-50<br />
Zur Bestimmung der statischen Steifigkeit des einzelnen ZRA<br />
des in Bild 01 dargestellten Versuchsstands wird anhand des<br />
LDA eine rampenförmige Kraft am Maschinentisch erzeugt,<br />
die vom lage geregelten ZRA kompensiert wird. Anhand des<br />
-60<br />
-70<br />
0 0.5 1 1.5 2 2.5<br />
Position [m]<br />
<strong>antriebstechnik</strong> 3/<strong>2018</strong> 55














