

antriebstechnik 3/2018
antriebstechnik 3/2018
antriebstechnik 3/2018
- TAGS
- antriebstechnik

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
x ZRA<br />
– x Tisch<br />
[µm]<br />
03<br />
Drehmomente der verspannten Motoren [nach 9]<br />
M<br />
keit. Die Positioniergenauigkeit wird zur Beurteilung der Fertigungsgüte<br />
herangezogen, denn sie definiert die erreichbaren Fertigungstoleranzen.<br />
Die statische Steifigkeit dient ebenfalls zur Beurteilung<br />
der Fertigungsgüte, denn sie ist ein Maß für die Robustheit gegenüber<br />
Stör- und Bearbeitungskräften, die eine Positionsabweichung<br />
während der Bewegung verursachen können. Die dynamische Steifigkeit<br />
wird für die Beurteilung des Frequenzverhaltens herangezogen.<br />
Sie definiert die erreichbare Bandbreite, die anzeigt, bis zu welcher<br />
Frequenz die Vorschubachse der Anregung noch folgen kann.<br />
Sie begrenzt somit die erreichbare Regler-Performance.<br />
M 1<br />
M 2<br />
M 1<br />
M ges<br />
M 2<br />
M soll<br />
Positioniergenauigkeit<br />
M V<br />
-2M V<br />
2M V<br />
-M V<br />
M 1<br />
M 2<br />
M ges<br />
= M 1<br />
+ M 2 1 2 3<br />
Der Begriff der Positioniergenauigkeit und das Verfahren zur Bestimmung<br />
der Positioniergenauigkeit einer Vorschubachse sind in<br />
DIN ISO 230-2 beschrieben [11]. In Anlehnung an die genannte<br />
Norm lässt sich die Positioniergenauigkeit definieren als die Differenz<br />
des größten und kleinsten Fehlers beim vielfachen, zweiseitigen<br />
Anfahren mehrerer Positionen entlang des gesamten Verfahrweges.<br />
Bei Maschinen ohne direktes Wegmesssystem errechnet<br />
sich der Fehler je Position aus der Differenz des Motorencoderwertes<br />
und den Messwerten des direkten Referenzmesssystems. Bei<br />
ZRA wird der vom Motorencoder gemessene Bitwert α ZRA<br />
mittels<br />
Gl. (2) anhand der Encoder-Auflösung U ZRA<br />
, des Teilkreisradius r<br />
des Ritzels und des Übersetzungsverhältnisses i des Getriebes in<br />
die Motorposition x ZRA<br />
umgerechnet. Für die Untersuchungen wird<br />
der Motorencoder von ZRA1 genutzt, da dieser als Master für die<br />
Lageregelung fungiert.<br />
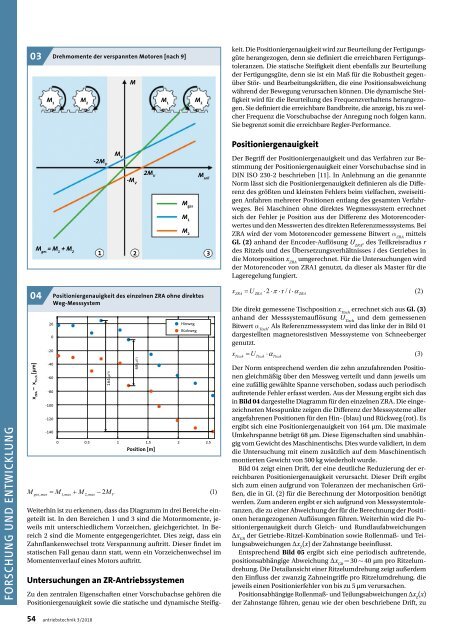
04<br />
20<br />
-20<br />
Positioniergenauigkeit des einzelnen ZRA ohne direktes<br />
Weg-Messsystem<br />
0<br />
Hinweg<br />
Rückweg<br />
Die direkt gemessene Tischposition x Tisch<br />
errechnet sich aus Gl. (3)<br />
anhand der Messsystemauflösung U Tisch<br />
und dem gemessenen<br />
Bitwert α Tisch<br />
. Als Referenzmesssystem wird das linke der in Bild 01<br />
dargestellten magnetoresistiven Messsysteme von Schneeberger<br />
genutzt.<br />
-40<br />
-60<br />
-80<br />
-100<br />
-120<br />
-140<br />
164 µm<br />
0 0.5 1 1.5 2 2.5<br />
Position [m]<br />
Weiterhin ist zu erkennen, dass das Diagramm in drei Bereiche eingeteilt<br />
ist. In den Bereichen 1 und 3 sind die Motormomente, jeweils<br />
mit unterschiedlichem Vorzeichen, gleichgerichtet. In Bereich<br />
2 sind die Momente entgegengerichtet. Dies zeigt, dass ein<br />
Zahnflankenwechsel trotz Verspannung auftritt. Dieser findet im<br />
statischen Fall genau dann statt, wenn ein Vorzeichenwechsel im<br />
Momentenverlauf eines Motors auftritt.<br />
Untersuchungen an ZR-Antriebssystemen<br />
Zu den zentralen Eigenschaften einer Vorschubachse gehören die<br />
Positioniergenauigkeit sowie die statische und dynamische Steifig-<br />
68 µm<br />
Der Norm entsprechend werden die zehn anzufahrenden Positionen<br />
gleichmäßig über den Messweg verteilt und dann jeweils um<br />
eine zufällig gewählte Spanne verschoben, sodass auch periodisch<br />
auftretende Fehler erfasst werden. Aus der Messung ergibt sich das<br />
in Bild 04 dargestellte Diagramm für den einzelnen ZRA. Die eingezeichneten<br />
Messpunkte zeigen die Differenz der Messsysteme aller<br />
angefahrenen Positionen für den Hin- (blau) und Rückweg (rot). Es<br />
ergibt sich eine Positioniergenauigkeit von 164 µm. Die maximale<br />
Umkehrspanne beträgt 68 µm. Diese Eigenschaften sind unabhängig<br />
vom Gewicht des Maschinentischs. Dies wurde validiert, in dem<br />
die Untersuchung mit einem zusätzlich auf dem Maschinentisch<br />
montierten Gewicht von 500 kg wiederholt wurde.<br />
Bild 04 zeigt einen Drift, der eine deutliche Reduzierung der erreichbaren<br />
Positioniergenauigkeit verursacht. Dieser Drift ergibt<br />
sich zum einen aufgrund von Toleranzen der mechanischen Größen,<br />
die in Gl. (2) für die Berechnung der Motorposition benötigt<br />
werden. Zum anderen ergibt er sich aufgrund von Messsystemtoleranzen,<br />
die zu einer Abweichung der für die Berechnung der Positionen<br />
herangezogenen Auflösungen führen. Weiterhin wird die Positioniergenauigkeit<br />
durch Gleich- und Rundlaufabweichungen<br />
Δx GR<br />
der Getriebe-Ritzel-Kombination sowie Rollenmaß- und Teilungsabweichungen<br />
Δx Z<br />
(x) der Zahnstange beeinflusst.<br />
Entsprechend Bild 05 ergibt sich eine periodisch auftretende,<br />
positionsabhängige Abweichung Δx GR<br />
= 30 ~ 40 µm pro Ritzelumdrehung.<br />
Die Detailansicht einer Ritzelumdrehung zeigt außerdem<br />
den Einfluss der zwanzig Zahneingriffe pro Ritzelumdrehung, die<br />
jeweils einen Positionierfehler von bis zu 5 µm verursachen.<br />
Positionsabhängige Rollenmaß- und Teilungsabweichungen Δx Z<br />
(x)<br />
der Zahnstange führen, genau wie der oben beschriebene Drift, zu<br />
54 <strong>antriebstechnik</strong> 3/<strong>2018</strong>














