

User's Manual TNC 360 (from 259 900-11) - heidenhain
User's Manual TNC 360 (from 259 900-11) - heidenhain
User's Manual TNC 360 (from 259 900-11) - heidenhain

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
5 Programming Tool Movements<br />
5.4 Path Contours – Cartesian Coordinates<br />
5-24<br />
To program a circular path CT with tangential connection:<br />
CT<br />
e.g.<br />
X 5 0<br />
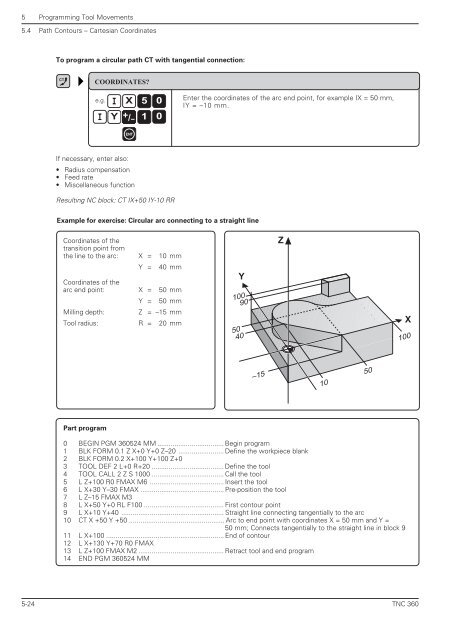
Example for exercise: Circular arc connecting to a straight line<br />
Coordinates of the<br />
transition point <strong>from</strong><br />
the line to the arc: X = 10 mm<br />
Y = 40 mm<br />
Coordinates of the<br />
arc end point: X = 50 mm<br />
Y = 50 mm<br />
Milling depth: Z = –15 mm<br />
Tool radius: R = 20 mm<br />
Part program<br />
COORDINATES?<br />
Y + / 1 0<br />
ENT<br />
If necessary, enter also:<br />
• Radius compensation<br />
• Feed rate<br />
• Miscellaneous function<br />
Resulting NC block: CT IX+50 IY-10 RR<br />
Enter the coordinates of the arc end point, for example IX = 50 mm,<br />
IY = –10 mm.<br />
Y<br />
100<br />
90<br />
50<br />
40<br />
0 BEGIN PGM <strong>360</strong>524 MM ................................... Begin program<br />
1 BLK FORM 0.1 Z X+0 Y+0 Z–20 ........................ Define the workpiece blank<br />
2 BLK FORM 0.2 X+100 Y+100 Z+0<br />
3 TOOL DEF 2 L+0 R+20 ...................................... Define the tool<br />
4 TOOL CALL 2 Z S 1000 ...................................... Call the tool<br />
5 L Z+100 R0 FMAX M6 ....................................... Insert the tool<br />
6 L X+30 Y–30 FMAX ............................................ Pre-position the tool<br />
7 L Z–15 FMAX M3<br />
8 L X+50 Y+0 RL F100 .......................................... First contour point<br />
9 L X+10 Y+40 ...................................................... Straight line connecting tangentially to the arc<br />
10 CT X +50 Y +50 .................................................. Arc to end point with coordinates X = 50 mm and Y =<br />
50 mm; Connects tangentially to the straight line in block 9<br />
<strong>11</strong> L X+100 .............................................................. End of contour<br />
12 L X+130 Y+70 R0 FMAX<br />
13 L Z+100 FMAX M2 ............................................. Retract tool and end program<br />
14 END PGM <strong>360</strong>524 MM<br />
–15<br />
Z<br />
10<br />
50<br />
X<br />
100<br />
<strong>TNC</strong> <strong>360</strong>














