

User's Manual TNC 360 (from 259 900-11) - heidenhain
User's Manual TNC 360 (from 259 900-11) - heidenhain
User's Manual TNC 360 (from 259 900-11) - heidenhain

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
8 Cycles<br />
8.3 SL Cycles<br />
ROUGH-OUT (Cycle 6)<br />
8-18<br />
Process<br />
Cycle 6 specifies the cutting path and partitioning.<br />
• The tool is positioned in the tool axis above the first infeed point, taking<br />
the finishing allowance into account.<br />
• Then the tool penetrates into the workpiece at the programmed feed<br />
rate for pecking.<br />
Milling the contour:<br />
• The tool mills the first subcontour at the specified feed rate, taking the<br />
finishing allowance into account.<br />
• When the tool returns to the infeed point, it is advanced to the next<br />
pecking depth.<br />
This process is repeated until the programmed milling depth is reached.<br />
• Further contours are milled in the same manner.<br />
Roughing out pockets:<br />
• After milling the contour the pocket is roughed out. The stepover is<br />
defined by the tool radius. Islands are jumped over.<br />
• If necessary, pockets can be cleared out with several downfeeds.<br />
• At the end of the cycle the tool returns to the setup clearance.<br />
Required tool<br />
This cycle requires a center cut end mill (ISO 1641) if the pocket is not<br />
separately pilot drilled or if the tool must repeatedly jump over contours.<br />
Input data<br />
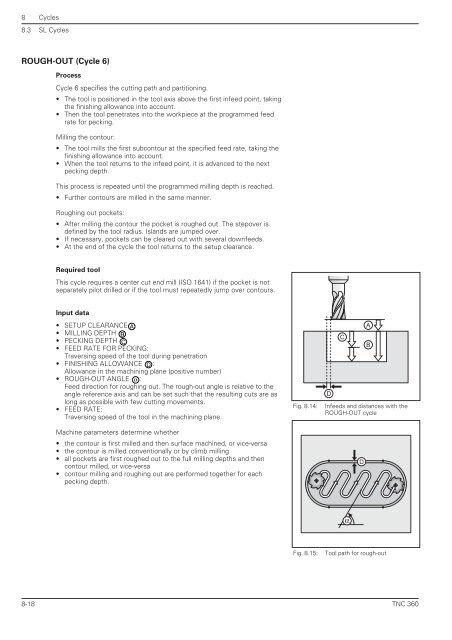
• SETUP CLEARANCE A<br />
• MILLING DEPTH B<br />
• PECKING DEPTH C<br />
• FEED RATE FOR PECKING:<br />
Traversing speed of the tool during penetration<br />
• FINISHING ALLOWANCE D :<br />
Allowance in the machining plane (positive number)<br />
• ROUGH-OUT ANGLE α :<br />
Feed direction for roughing out. The rough-out angle is relative to the<br />
angle reference axis and can be set such that the resulting cuts are as<br />
long as possible with few cutting movements.<br />
• FEED RATE:<br />
Traversing speed of the tool in the machining plane.<br />
Machine parameters determine whether<br />
• the contour is first milled and then surface machined, or vice-versa<br />
• the contour is milled conventionally or by climb milling<br />
• all pockets are first roughed out to the full milling depths and then<br />
contour milled, or vice-versa<br />
• contour milling and roughing out are performed together for each<br />
pecking depth.<br />
D<br />
Fig. 8.14: Infeeds and distances with the<br />
ROUGH-OUT cycle<br />
α<br />
Fig. 8.15: Tool path for rough-out<br />
C<br />
D<br />
A<br />
B<br />
<strong>TNC</strong> <strong>360</strong>














