

User's Manual TNC 360 (from 259 900-11) - heidenhain
User's Manual TNC 360 (from 259 900-11) - heidenhain
User's Manual TNC 360 (from 259 900-11) - heidenhain

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
7 Programming with Q Parameters<br />
7.8 Example for exercise<br />
7-20<br />
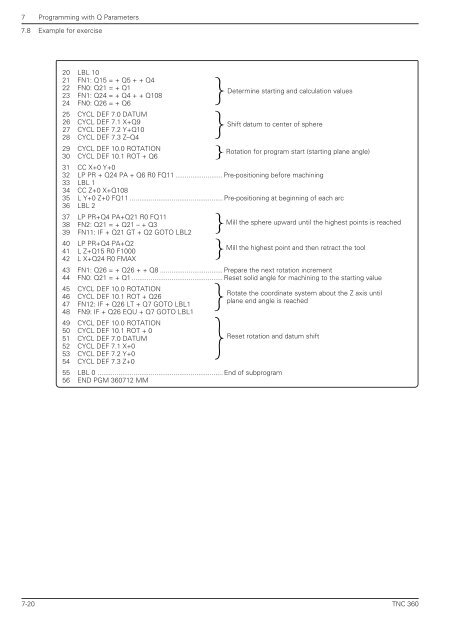
20 LBL 10<br />
21 FN1: Q15 = + Q5 + + Q4<br />
22<br />
23<br />
FN0: Q21 = + Q1<br />
FN1: Q24 = + Q4 + + Q108<br />
Determine starting and calculation values<br />
24 FN0: Q26 = + Q6<br />
25 CYCL DEF 7.0 DATUM<br />
26<br />
27<br />
CYCL DEF 7.1 X+Q9<br />
CYCL DEF 7.2 Y+Q10<br />
Shift datum to center of sphere<br />
28 CYCL DEF 7.3 Z–Q4<br />
29<br />
30<br />
CYCL DEF 10.0 ROTATION<br />
CYCL DEF 10.1 ROT + Q6<br />
Rotation for program start (starting plane angle)<br />
31 CC X+0 Y+0<br />
32 LP PR + Q24 PA + Q6 R0 FQ<strong>11</strong> ......................... Pre-positioning before machining<br />
33 LBL 1<br />
34 CC Z+0 X+Q108<br />
35 L Y+0 Z+0 FQ<strong>11</strong> ................................................. Pre-positioning at beginning of each arc<br />
36 LBL 2<br />
37<br />
38<br />
LP PR+Q4 PA+Q21 R0 FQ<strong>11</strong><br />
FN2: Q21 = + Q21 – + Q3<br />
Mill the sphere upward until the highest points is reached<br />
39 FN<strong>11</strong>: IF + Q21 GT + Q2 GOTO LBL2<br />
40<br />
41<br />
LP PR+Q4 PA+Q2<br />
L Z+Q15 R0 F1000<br />
Mill the highest point and then retract the tool<br />
42 L X+Q24 R0 FMAX<br />
43 FN1: Q26 = + Q26 + + Q8 ................................. Prepare the next rotation increment<br />
44 FN0: Q21 = + Q1 ................................................ Reset solid angle for machining to the starting value<br />
45 CYCL DEF 10.0 ROTATION<br />
46 CYCL DEF 10.1 ROT + Q26<br />
47 FN12: IF + Q26 LT + Q7 GOTO LBL1<br />
48 FN9: IF + Q26 EQU + Q7 GOTO LBL1<br />
49 CYCL DEF 10.0 ROTATION<br />
50 CYCL DEF 10.1 ROT + 0<br />
51 CYCL DEF 7.0 DATUM<br />
52 CYCL DEF 7.1 X+0<br />
53 CYCL DEF 7.2 Y+0<br />
54 CYCL DEF 7.3 Z+0<br />
55 LBL 0 .................................................................. End of subprogram<br />
56 END PGM <strong>360</strong>712 MM<br />
Rotate the coordinate system about the Z axis until<br />
plane end angle is reached<br />
Reset rotation and datum shift<br />
<strong>TNC</strong> <strong>360</strong>














