

User's Manual TNC 360 (from 259 900-11) - heidenhain
User's Manual TNC 360 (from 259 900-11) - heidenhain
User's Manual TNC 360 (from 259 900-11) - heidenhain

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
5 Programming Tool Movements<br />
5.6 M-Functions for Contouring Behavior and Coordinate Data<br />
Programming machine-reference coordinates: M91/M92<br />
<strong>TNC</strong> <strong>360</strong><br />
Standard behavior<br />
Coordinates are referenced to the workpiece datum (see page 1-7).<br />
Scale reference point<br />
The position feedback scales are provided with one or more reference<br />
marks. Reference marks are used to indicate the position of the scale<br />
reference point. If the scale has only one reference mark, its position is<br />
the scale reference point. If the scale has several – distance-coded –<br />
reference marks, then the scale reference point is indicated by the leftmost<br />
reference mark (at the beginning of the measuring range).<br />
Machine zero — miscellaneous function M91<br />
The machine zero point is required for the following tasks:<br />
• Defining the limits of traverse (software limit switches)<br />
• Moving to machine-reference positions (e.g. tool-change position)<br />
• Setting the workpiece datum<br />
Machine zero is identical with the scale reference point.<br />
If you want the coordinates in a positioning block to be reference to the<br />
machine zero point, end the block with the miscellaneous function M91.<br />
Coordinates that are referenced to the machine zero point are indicated in<br />
the display with REF.<br />
Additional machine datum M92<br />
In addition to the machine zero point, the machine<br />
tool builder can define another machine-reference<br />
position, the machine datum.<br />
The machine tool builder defines the distance for<br />
each axis <strong>from</strong> the machine zero to the machine<br />
datum.<br />
If you want the coordinates in a positioning block to<br />
be referenced to the machine datum, end the block<br />
with the miscellaneous function M92.<br />
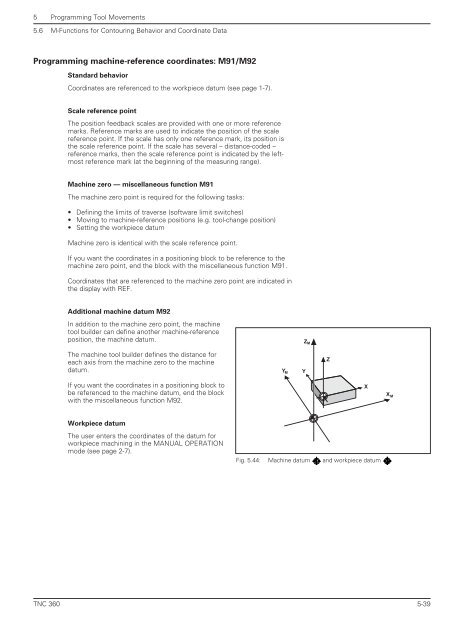
Workpiece datum<br />
The user enters the coordinates of the datum for<br />
workpiece machining in the MANUAL OPERATION<br />
mode (see page 2-7).<br />
Y<br />
M<br />
Z<br />
Y<br />
M<br />
Fig. 5.44: Machine datum and workpiece datum<br />
Z<br />
X<br />
X<br />
M<br />
5-39














