

User's Manual TNC 360 (from 259 900-11) - heidenhain
User's Manual TNC 360 (from 259 900-11) - heidenhain
User's Manual TNC 360 (from 259 900-11) - heidenhain

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
5 Programming Tool Movements<br />
5.6 M-Functions for Contouring Behavior and Coordinate Data<br />
Machining small contour steps: M97<br />
<strong>TNC</strong> <strong>360</strong><br />
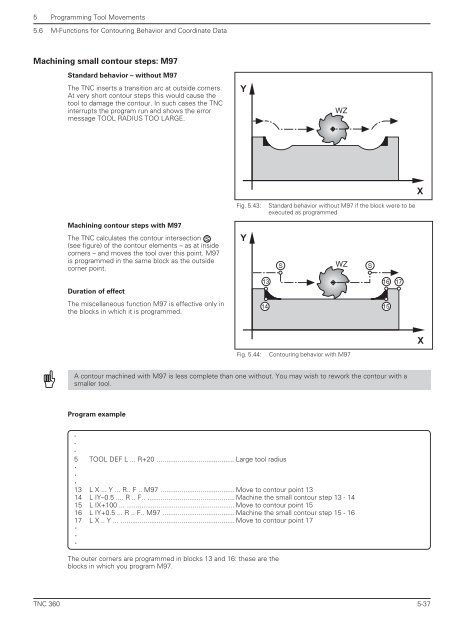
Standard behavior – without M97<br />
The <strong>TNC</strong> inserts a transition arc at outside corners.<br />
At very short contour steps this would cause the<br />
tool to damage the contour. In such cases the <strong>TNC</strong><br />
interrupts the program run and shows the error<br />
message TOOL RADIUS TOO LARGE.<br />
Machining contour steps with M97<br />
The <strong>TNC</strong> calculates the contour intersection S<br />
(see figure) of the contour elements – as at inside<br />
corners – and moves the tool over this point. M97<br />
is programmed in the same block as the outside<br />
corner point.<br />
Duration of effect<br />
The miscellaneous function M97 is effective only in<br />
the blocks in which it is programmed.<br />
Y<br />
WZ<br />
Fig. 5.43: Standard behavior without M97 if the block were to be<br />
executed as programmed<br />
Y<br />
13<br />
14<br />
S<br />
WZ<br />
Fig. 5.44: Contouring behavior with M97<br />
A contour machined with M97 is less complete than one without. You may wish to rework the contour with a<br />
smaller tool.<br />
Program example<br />
.<br />
.<br />
.<br />
5 TOOL DEF L ... R+20 ......................................... Large tool radius<br />
.<br />
.<br />
.<br />
13 L X ... Y ... R.. F .. M97 ....................................... Move to contour point 13<br />
14 L IY–0.5 .... R .. F.. .............................................. Machine the small contour step 13 - 14<br />
15 L IX+100 ... ......................................................... Move to contour point 15<br />
16 L IY+0.5 ... R .. F.. M97 ...................................... Machine the small contour step 15 - 16<br />
17 L X .. Y ... ............................................................ Move to contour point 17<br />
.<br />
.<br />
.<br />
The outer corners are programmed in blocks 13 and 16: these are the<br />
blocks in which you program M97.<br />
S<br />
16<br />
15<br />
17<br />
X<br />
X<br />
5-37














