

User's Manual TNC 360 (from 259 900-11) - heidenhain
User's Manual TNC 360 (from 259 900-11) - heidenhain
User's Manual TNC 360 (from 259 900-11) - heidenhain

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
8 Cycles<br />
8.2 Simple Fixed Cycles<br />
TAPPING with floating tap holder (cycle 2)<br />
<strong>TNC</strong> <strong>360</strong><br />
Process<br />
• The thread is cut in one pass.<br />
• When the tool reaches the total hole depth, the<br />
direction of spindle rotation is reversed. After the<br />
programmed dwell time the tool is retracted to<br />
the starting position.<br />
• At the starting position, the direction of rotation<br />
is reversed once again.<br />
Required tool<br />
A floating tap holder is required for tapping. The<br />
floating tap holder compensates the tolerances for<br />
feed rate and spindle speed during the tapping<br />
process.<br />
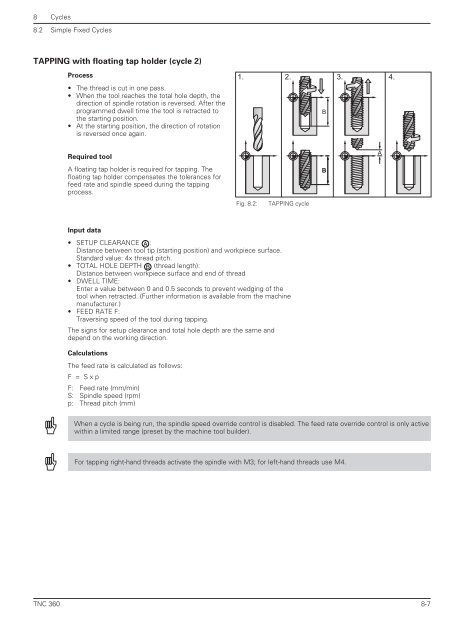
1. 2. 3. 4.<br />
Fig. 8.2: TAPPING cycle<br />
Input data<br />
• SETUP CLEARANCE A :<br />
Distance between tool tip (starting position) and workpiece surface.<br />
Standard value: 4x thread pitch.<br />
• TOTAL HOLE DEPTH B (thread length):<br />
Distance between workpiece surface and end of thread<br />
• DWELL TIME:<br />
Enter a value between 0 and 0.5 seconds to prevent wedging of the<br />
tool when retracted. (Further information is available <strong>from</strong> the machine<br />
manufacturer.)<br />
• FEED RATE F:<br />
Traversing speed of the tool during tapping.<br />
The signs for setup clearance and total hole depth are the same and<br />
depend on the working direction.<br />
Calculations<br />
The feed rate is calculated as follows:<br />
F = S x p<br />
F: Feed rate (mm/min)<br />
S: Spindle speed (rpm)<br />
p: Thread pitch (mm)<br />
When a cycle is being run, the spindle speed override control is disabled. The feed rate override control is only active<br />
within a limited range (preset by the machine tool builder).<br />
For tapping right-hand threads activate the spindle with M3; for left-hand threads use M4.<br />
B<br />
B<br />
A<br />
8-7














