

User's Manual TNC 360 (from 259 900-11) - heidenhain
User's Manual TNC 360 (from 259 900-11) - heidenhain
User's Manual TNC 360 (from 259 900-11) - heidenhain

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
12 Tables, Overviews, Diagrams<br />
12.1 General User Parameters<br />
12-8<br />
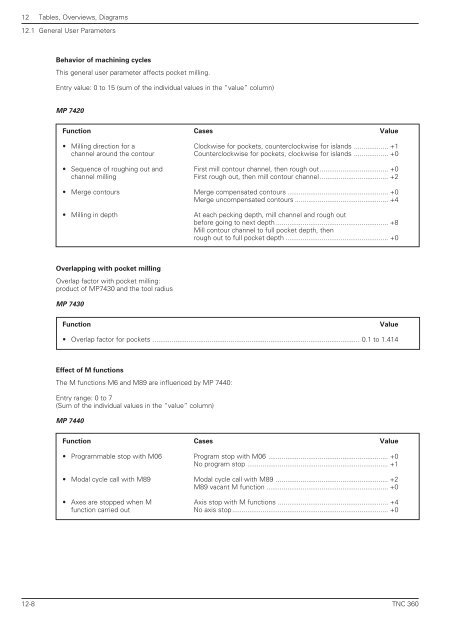
Behavior of machining cycles<br />
This general user parameter affects pocket milling.<br />
Entry value: 0 to 15 (sum of the individual values in the “value” column)<br />
MP 7420<br />
Function Cases Value<br />
• Milling direction for a Clockwise for pockets, counterclockwise for islands .................. +1<br />
channel around the contour Counterclockwise for pockets, clockwise for islands .................. +0<br />
• Sequence of roughing out and First mill contour channel, then rough out.................................... +0<br />
channel milling First rough out, then mill contour channel.................................... +2<br />
• Merge contours Merge compensated contours ..................................................... +0<br />
Merge uncompensated contours ................................................. +4<br />
• Milling in depth At each pecking depth, mill channel and rough out<br />
before going to next depth ........................................................... +8<br />
Mill contour channel to full pocket depth, then<br />
rough out to full pocket depth ...................................................... +0<br />
Overlapping with pocket milling<br />
Overlap factor with pocket milling:<br />
product of MP7430 and the tool radius<br />
MP 7430<br />
Function Value<br />
• Overlap factor for pockets ............................................................................................................. 0.1 to 1.414<br />
Effect of M functions<br />
The M functions M6 and M89 are influenced by MP 7440:<br />
Entry range: 0 to 7<br />
(Sum of the individual values in the “value” column)<br />
MP 7440<br />
Function Cases Value<br />
• Programmable stop with M06 Program stop with M06 ............................................................... +0<br />
No program stop .......................................................................... +1<br />
• Modal cycle call with M89 Modal cycle call with M89 ........................................................... +2<br />
M89 vacant M function ................................................................ +0<br />
• Axes are stopped when M Axis stop with M functions .......................................................... +4<br />
function carried out No axis stop.................................................................................. +0<br />
<strong>TNC</strong> <strong>360</strong>














