

User's Manual TNC 360 (from 259 900-11) - heidenhain
User's Manual TNC 360 (from 259 900-11) - heidenhain
User's Manual TNC 360 (from 259 900-11) - heidenhain

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
6 Subprograms and Program Section Repeats<br />
6.2 Program Section Repeats<br />
<strong>TNC</strong> <strong>360</strong><br />
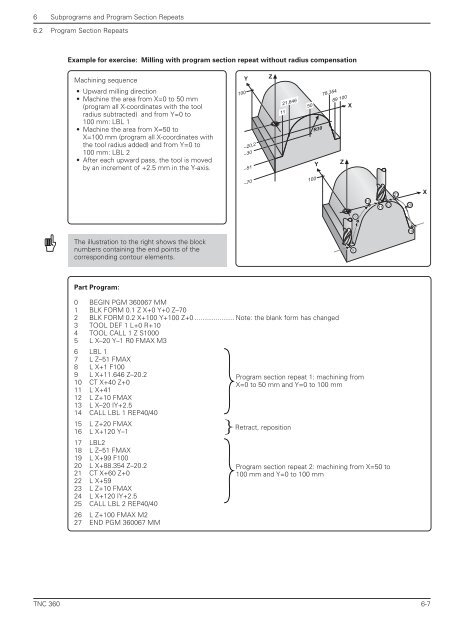
Example for exercise: Milling with program section repeat without radius compensation<br />
Machining sequence<br />
• Upward milling direction<br />
• Machine the area <strong>from</strong> X=0 to 50 mm<br />
(program all X-coordinates with the tool<br />
radius subtracted) and <strong>from</strong> Y=0 to<br />
100 mm: LBL 1<br />
• Machine the area <strong>from</strong> X=50 to<br />
X=100 mm (program all X-coordinates with<br />
the tool radius added) and <strong>from</strong> Y=0 to<br />
100 mm: LBL 2<br />
• After each upward pass, the tool is moved<br />
by an increment of +2.5 mm in the Y-axis.<br />
The illustration to the right shows the block<br />
numbers containing the end points of the<br />
corresponding contour elements.<br />
Part Program:<br />
Y<br />
100<br />
–20,2<br />
–30<br />
–51<br />
–70<br />
Z<br />
Program section repeat 1: machining <strong>from</strong><br />
X=0 to 50 mm and Y=0 to 100 mm<br />
Retract, reposition<br />
21,646 78,354<br />
<strong>11</strong> 50 89 100<br />
0 BEGIN PGM <strong>360</strong>067 MM<br />
1 BLK FORM 0.1 Z X+0 Y+0 Z–70<br />
2 BLK FORM 0.2 X+100 Y+100 Z+0 ..................... Note: the blank form has changed<br />
3 TOOL DEF 1 L+0 R+10<br />
4 TOOL CALL 1 Z S1000<br />
5 L X–20 Y–1 R0 FMAX M3<br />
6 LBL 1<br />
7 L Z–51 FMAX<br />
8 L X+1 F100<br />
9 L X+<strong>11</strong>.646 Z–20.2<br />
10 CT X+40 Z+0<br />
<strong>11</strong> L X+41<br />
12 L Z+10 FMAX<br />
13 L X–20 IY+2.5<br />
14 CALL LBL 1 REP40/40<br />
15 L Z+20 FMAX<br />
16 L X+120 Y–1<br />
17 LBL2<br />
18 L Z–51 FMAX<br />
19 L X+99 F100<br />
20 L X+88.354 Z–20.2<br />
21 CT X+60 Z+0<br />
22 L X+59<br />
23 L Z+10 FMAX<br />
24 L X+120 IY+2.5<br />
25 CALL LBL 2 REP40/40<br />
26 L Z+100 FMAX M2<br />
27 END PGM <strong>360</strong>067 MM<br />
100<br />
R30<br />
Program section repeat 2: machining <strong>from</strong> X=50 to<br />
100 mm and Y=0 to 100 mm<br />
Y<br />
Z<br />
X<br />
8<br />
9<br />
10<br />
<strong>11</strong> 22<br />
21<br />
20<br />
19<br />
X<br />
6-7














