Mise en page 1 - Laboratoire National des Champs Magnétiques ...
Mise en page 1 - Laboratoire National des Champs Magnétiques ...
Mise en page 1 - Laboratoire National des Champs Magnétiques ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
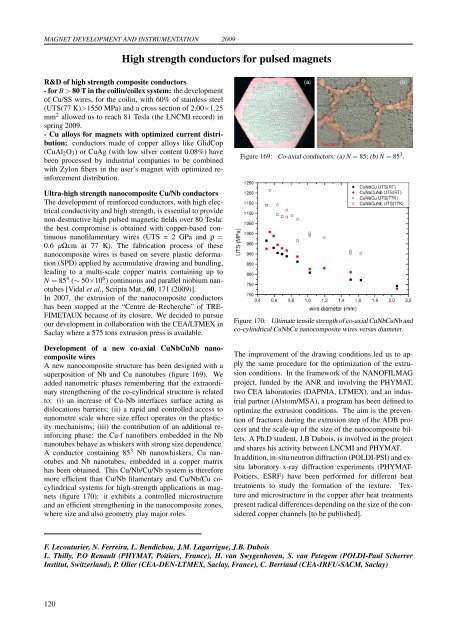
MAGNET DEVELOPMENT AND INSTRUMENTATION 2009High str<strong>en</strong>gth conductors for pulsed magnetsR&D of high str<strong>en</strong>gth composite conductors- for B > 80 T in the coilin/coilex system: the developm<strong>en</strong>tof Cu/SS wires, for the coilin, with 60% of stainless steel(UTS(77 K)>1550 MPa) and a cross section of 2.00×1.25mm 2 allowed us to reach 81 Tesla (the LNCMI record) inspring 2009.- Cu alloys for magnets with optimized curr<strong>en</strong>t distribution:conductors made of copper alloys like GlidCop(CuAl 2 O 3 ) or CuAg (with low silver cont<strong>en</strong>t 0.08%) havebe<strong>en</strong> processed by industrial companies to be combinedwith Zylon fibers in the user’s magnet with optimized reinforcem<strong>en</strong>tdistribution.Ultra-high str<strong>en</strong>gth nanocomposite Cu/Nb conductorsThe developm<strong>en</strong>t of reinforced conductors, with high electricalconductivity and high str<strong>en</strong>gth, is ess<strong>en</strong>tial to provid<strong>en</strong>on-<strong>des</strong>tructive high pulsed magnetic fields over 80 Tesla:the best compromise is obtained with copper-based continuousnanofilam<strong>en</strong>tary wires (UTS = 2 GPa and ρ =0.6 µΩcm at 77 K). The fabrication process of thes<strong>en</strong>anocomposite wires is based on severe plastic deformation(SPD) applied by accumulative drawing and bundling,leading to a multi-scale copper matrix containing up toN = 85 4 (∼ 50×10 6 ) continuous and parallel niobium nanotubes[Vidal et al., Scripta Mat., 60, 171 (2009)].In 2007, the extrusion of the nanocomposite conductorshas be<strong>en</strong> stopped at the “C<strong>en</strong>tre de Recherche” of TRE-FIMETAUX because of its closure. We decided to pursueour developm<strong>en</strong>t in collaboration with the CEA/LTMEX inSaclay where a 575 tons extrusion press is available.Developm<strong>en</strong>t of a new co-axial CuNbCuNb nanocompositewiresA new nanocomposite structure has be<strong>en</strong> <strong>des</strong>igned with asuperposition of Nb and Cu nanotubes (figure 169). Weadded nanometric phases remembering that the extraordinarystr<strong>en</strong>gth<strong>en</strong>ing of the co-cylindrical structure is relatedto: (i) an increase of Cu-Nb interfaces surface acting asdislocations barriers; (ii) a rapid and controlled access tonanometre scale where size effect operates on the plasticitymechanisms; (iii) the contribution of an additional reinforcingphase: the Cu-f nanofibers embedded in the Nbnanotubes behave as whiskers with strong size dep<strong>en</strong>d<strong>en</strong>ce.A conductor containing 85 3 Nb nanowhiskers, Cu nanotubesand Nb nanotubes, embedded in a copper matrixhas be<strong>en</strong> obtained. This Cu/Nb/Cu/Nb system is thereforemore effici<strong>en</strong>t than Cu/Nb filam<strong>en</strong>tary and Cu/Nb/Cu cocylindricalsystems for high-str<strong>en</strong>gth applications in magnets(figure 170): it exhibits a controlled microstructureand an effici<strong>en</strong>t str<strong>en</strong>gth<strong>en</strong>ing in the nanocomposite zones,where size and also geometry play major roles.Figure 169: Co-axial conductors: (a) N = 85; (b) N = 85 3 .Figure 170: Ultimate t<strong>en</strong>sile str<strong>en</strong>gth of co-axial CuNbCuNb andco-cylindrical CuNbCu nanocomposite wires versus diameter.The improvem<strong>en</strong>t of the drawing conditions led us to applythe same procedure for the optimization of the extrusionconditions. In the framework of the NANOFILMAGproject, funded by the ANR and involving the PHYMAT,two CEA laboratories (DAPNIA, LTMEX), and an industrialpartner (Alstom/MSA), a program has be<strong>en</strong> defined tooptimize the extrusion conditions. The aim is the prev<strong>en</strong>tionof fractures during the extrusion step of the ADB processand the scale-up of the size of the nanocomposite billets.A Ph.D stud<strong>en</strong>t, J.B Dubois, is involved in the projectand shares his activity betwe<strong>en</strong> LNCMI and PHYMAT.In addition, in-situ neutron diffraction (POLDI-PSI) and exsitulaboratory x-ray diffraction experim<strong>en</strong>ts (PHYMAT-Poitiers, ESRF) have be<strong>en</strong> performed for differ<strong>en</strong>t heattreatm<strong>en</strong>ts to study the formation of the texture. Textureand microstructure in the copper after heat treatm<strong>en</strong>tspres<strong>en</strong>t radical differ<strong>en</strong>ces dep<strong>en</strong>ding on the size of the consideredcopper channels [to be published].F. Lecouturier, N. Ferreira, L. B<strong>en</strong>dichou, J.M. Lagarrigue, J.B. DuboisL. Thilly, P.O R<strong>en</strong>ault (PHYMAT, Poitiers, France), H. van Swyg<strong>en</strong>hov<strong>en</strong>, S. van Petegem (POLDI-Paul ScherrerInstitut, Switzerland), P. Olier (CEA-DEN-LTMEX, Saclay, France), C. Berriaud (CEA-IRFU-SACM, Saclay)120