
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
От шестидесяти до восьмидесяти процентов строительных алюминиевых конструкций<br />
изготавливают из профилей, в том числе подавляющее большинство - из<br />
прессованных, а остальные - из холодногнутых. Прокатные профили, как уже<br />
упоминалось, в алюминиевых конструкциях практически не применяют.<br />
Прессованные алюминиевые профили поставляют по двум стандартам. Стандарт<br />
«Профили прессованные из алюминиевых сплавов <strong>для</strong> ограждающих строительных<br />
конструкций. Общие технические условия» (ГОСТ 22233-93) распространяется<br />
на прессованные профили постоянного сечения из алюминия марок АД31,<br />
АМц с диаметром описанной окружности до 220 мм <strong>для</strong> сплошных и 180 мм <strong>для</strong><br />
полых профилей, изготавливаемых на специализированных заводах алюминиевых<br />
конструкций и предназначенных <strong>для</strong> применения в строительных ограждающих<br />
конструкциях. Стандарт «Профили прессованные из алюминия и алюминиевых<br />
сплавов. Технические условия» (ГОСТ 8617-81*) распространяется на профили,<br />
изготавливаемые из большого количества марок алюминия на металлургических<br />
заводах. Максимальные размеры профилей, подпадающих под действие этого<br />
стандарта, <strong>для</strong> сплошных профилей определяется диаметром описанной окружности<br />
350 мм и площадью поперечного сечения в 200 см 2 , а <strong>для</strong> полых - диаметром<br />
описанной окружности 250 мм и площадью поперечного сечения в 60 см 2 .<br />
Сортамента алюминиевых профилей, построенного по принципу сортамента<br />
стальных профилей, не существует. Для подбора профилей при проектировании<br />
конструкций следует пользоваться отраслевыми или заводскими каталогами профилей.<br />
В исключительных случаях допускается разработка индивидуальных профилей.<br />
При этом необходимость создания нового профиля должна быть соответствующим<br />
образом обоснована, а возможность его изготовления - согласована с заводом.<br />
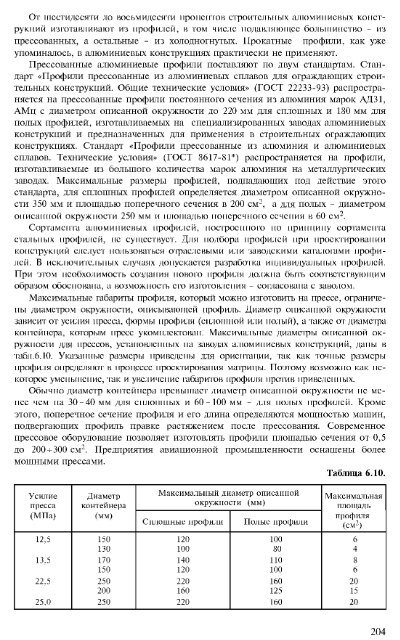
Максимальные габариты профиля, который можно изготовить на прессе, ограничены<br />
диаметром окружности, описывающей профиль. Диаметр описанной окружности<br />
зависит от усилия пресса, формы профиля (сплошной или полый), а также от диаметра<br />
контейнера, которым пресс укомплектован. Максимальные диаметры описанной окружности<br />
<strong>для</strong> прессов, установленных на заводах алюминиевых конструкций, даны в<br />
табл.6.10. Указанные размеры приведены <strong>для</strong> ориентации, так как точные размеры<br />
профиля определяют в процессе проектирования матрицы. Поэтому возможно как некоторое<br />
уменьшение, так и увеличение габаритов профиля против приведенных.<br />
Обычно диаметр контейнера превышает диаметр описанной окружности не менее<br />
чем на 30 - 40 мм <strong>для</strong> сплошных и 60 -100 мм - <strong>для</strong> полых профилей. Кроме<br />
этого, поперечное сечение профиля и его длина определяются мощностью машин,<br />
подвергающих профиль правке растяжением после прессования. Современное<br />
прессовое оборудование позволяет изготовлять профили площадью сечения от 0,5<br />
до 200+300 см 2 . Предприятия авиационной промышленности оснащены более<br />
мощными прессами.<br />
Таблица 6.10.<br />
Усилие<br />
пресса<br />
(МПа)<br />
Диаметр<br />
контейнера<br />
(мм)<br />
Максимальный диаметр описанной<br />
окружности (мм)<br />
Сплошные профили<br />
Полые профили<br />
Максимальная<br />
площадь<br />
профиля<br />
(см 2 )<br />
12,5<br />
13,5<br />
22,5<br />
25,0<br />
150<br />
130<br />
170<br />
150<br />
250<br />
200<br />
250<br />
120<br />
100<br />
140<br />
120<br />
220<br />
160<br />
220<br />
100<br />
80<br />
ПО<br />
100<br />
160<br />
125<br />
160<br />
6<br />
4<br />
8<br />
6<br />
20<br />
15<br />
20<br />
204