
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
На усталостную прочность влияют такие факторы как химический состав стали,<br />
величина зерна и структура. С увеличением зерна предел усталости снижается;<br />
усталостная трещина в мелкозернистой стали распространяется медленнее. Концентраторы<br />
напряжений на различные стали при переменных нагрузках влияют<br />
неодинаково. Можно отметить, что у строительной стали повышенной прочности<br />
наблюдается более значительное понижение предела выносливости в связи с чувствительностью<br />
этих сталей к концентраторам напряжений, что приближает эти<br />
стали к пределу усталости обычной малоуглеродистой стали При этом следует<br />
иметь в виду, что сварной шов воздействует также как фактор, вызывающий образование<br />
неблагоприятной структуры в зоне термического влияния сварки.<br />
9.3.3. Характерные дефекты и повреждения соединений. В сварных, заклепочных<br />
и болтовых соединениях элементов конструкций встречаются дефекты, возникшие<br />
в процессе изготовления и монтажа конструкций. Появление этих дефектов связано<br />
с различного вида нарушениями технологии изготовления, низким качеством<br />
монтажных процедур и отсутствием надлежащего контроля качества работ.<br />
В сварных соединениях наиболее характерными дефектами являются: неполномерность<br />
швов, наплывы, подрезы основного металла, непровары в корне и по<br />
сечению шва, шлаковые включения, поры (табл.9.4). Основная причина возникновения<br />
этих дефектов связана с нарушением режимов сварки и неудовлетворительной<br />
подготовкой (очисткой, разделкой) кромок свариваемых элементов.<br />
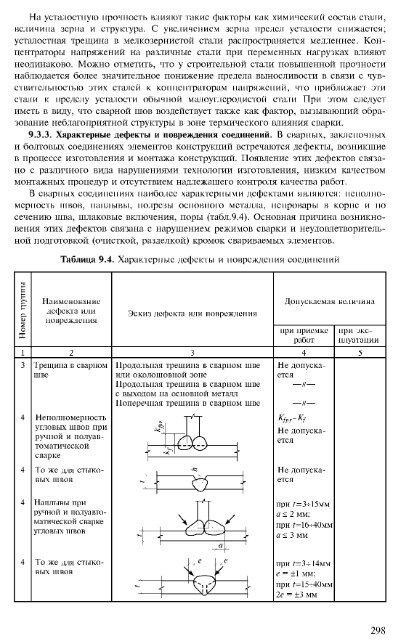
Таблица 9.4. Характерные дефекты и повреждения соединений<br />
Наименование<br />
дефекта или<br />
повреждения<br />
Трещина в сварном<br />
шве<br />
Неполномерность<br />
угловых швов при<br />
ручной и полуавтоматической<br />
сварке<br />
То же <strong>для</strong> стыковых<br />
швов<br />
Наплывы при<br />
ручной и полуавтоматической<br />
сварке<br />
угловых швов<br />
Эскиз дефекта или повреждения<br />
Продольная трещина в сварном шве<br />
или околошовной зоне<br />
Продольная трещина в сварном шве<br />
с выходом на основной металл<br />
Поперечная трещина в сварном шве<br />
Допускаемая величина<br />
при приемке<br />
работ<br />
Не допускается<br />
—//—<br />
K fpr<br />
-K f<br />
Не допускается<br />
Не допускается<br />
при ?=3н-15мм<br />
а < 2 мм;<br />
при ?=16н-40мм<br />
а < 3 мм<br />
при эксплуатации<br />
То же <strong>для</strong> стыковых<br />
швов<br />
при ?=3н-14мм<br />
е = ±1 мм;<br />
при ?=15н-40мм<br />
2е = ±3 мм<br />
298