DIGEST 2006 - Sabita
DIGEST 2006 - Sabita
DIGEST 2006 - Sabita

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
peak value of 1,2 J/cm 2 . Typical<br />
results appear in Figure 1.<br />
(ii) Julian Wise and Derick<br />
Pretorius conducted tests in 2003<br />
to determine the shear force<br />
required to dislodge a UTFC layer<br />
from a continuously graded SABS<br />
mix.<br />
In summary the following<br />
procedures were conducted:<br />
• Base briquettes were<br />
prepared in Marshall moulds<br />
according to the SABS mix<br />
specification, and compacted<br />
to 88% and 90% respectively<br />
of Rice, and allowed to cool;<br />
• Bond coat applied on top of<br />
SABS mix, followed by UTFC,<br />
and compacted with 100<br />
blows on one side only;<br />
• Composite briquette pushed<br />
partly out of mould to expose<br />
joint;<br />
• Load applied with a CBR<br />
press to determine shear<br />
force.<br />
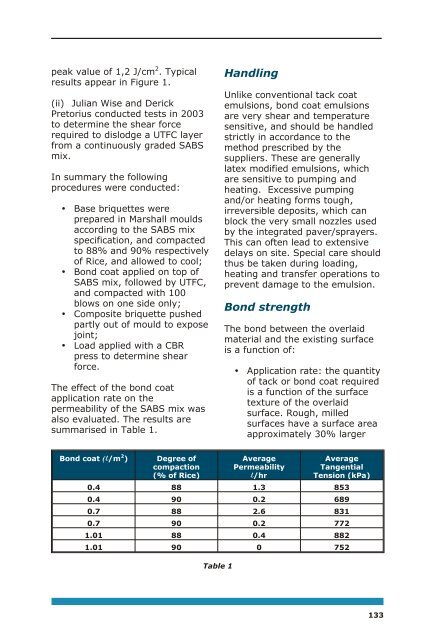
The effect of the bond coat<br />
application rate on the<br />
permeability of the SABS mix was<br />
also evaluated. The results are<br />
summarised in Table 1.<br />
Handling<br />
Unlike conventional tack coat<br />
emulsions, bond coat emulsions<br />
are very shear and temperature<br />
sensitive, and should be handled<br />
strictly in accordance to the<br />
method prescribed by the<br />
suppliers. These are generally<br />
latex modified emulsions, which<br />
are sensitive to pumping and<br />
heating. Excessive pumping<br />
and/or heating forms tough,<br />
irreversible deposits, which can<br />
block the very small nozzles used<br />
by the integrated paver/sprayers.<br />
This can often lead to extensive<br />
delays on site. Special care should<br />
thus be taken during loading,<br />
heating and transfer operations to<br />
prevent damage to the emulsion.<br />
Bond strength<br />
The bond between the overlaid<br />
material and the existing surface<br />
is a function of:<br />
• Application rate: the quantity<br />
of tack or bond coat required<br />
is a function of the surface<br />
texture of the overlaid<br />
surface. Rough, milled<br />
surfaces have a surface area<br />
approximately 30% larger<br />
Bond coat (l/m 2 )<br />
Degree of<br />
compaction<br />
(% of Rice)<br />
Average<br />
Permeability<br />
l/hr<br />
Average<br />
Tangential<br />
Tension (kPa)<br />
0.4 88 1.3 853<br />
0.4 90 0.2 689<br />
0.7 88 2.6 831<br />
0.7 90 0.2 772<br />
1.01 88 0.4 882<br />
1.01 90 0 752<br />
Table 1<br />
133