DIGEST 2006 - Sabita
DIGEST 2006 - Sabita
DIGEST 2006 - Sabita

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
decided rather to use the old TRH8<br />
coarse envelope (13mm nominal<br />
aggregate type). The first contract<br />
where the dolerite TRH8 coarse<br />
mix was used successfully was the<br />
ORTIA Echo taxiway contract. On<br />
the following ORTIA contract<br />
(Yankee taxiway) the grading<br />
adopted was slightly finer on the<br />
2.36mm sieve, which resulted in<br />
lower gyratory voids and higher<br />
MMLS3 rutting values.<br />
Subsequently, to ensure<br />
compliance with more stringent<br />
performance-related specifications,<br />
it was decided to revert<br />
back to the original Echo taxiway<br />
contract grading with only slight<br />
changes to optimise the mix.<br />
These included adjustments in the<br />
grading to maintain VMA values in<br />
the region of 16, which satisfy the<br />
rut criteria without causing binder<br />
starvation of the mix, i.e. maintaining<br />
a film thickness of 7.5µm.<br />
With the very high volume of work<br />
that had to be completed before<br />
the end of <strong>2006</strong>, it was decided to<br />
prepare a quartzite design as a<br />
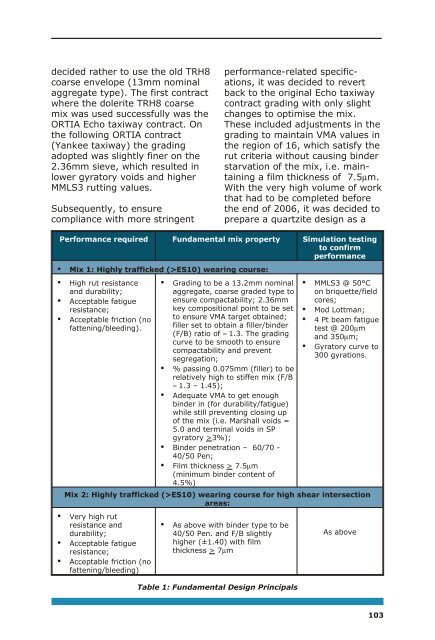
Performance required Fundamental mix property Simulation testing<br />
to confirm<br />
performance<br />
• Mix 1: Highly trafficked (>ES10) wearing course:<br />
• High rut resistance<br />
and durability;<br />
• Acceptable fatigue<br />
resistance;<br />
• Acceptable friction (no<br />
fattening/bleeding).<br />
• Grading to be a 13.2mm nominal<br />
aggregate, coarse graded type to<br />
ensure compactability; 2.36mm<br />
key compositional point to be set<br />
to ensure VMA target obtained;<br />
filler set to obtain a filler/binder<br />
(F/B) ratio of ≈ 1.3. The grading<br />
curve to be smooth to ensure<br />
compactability and prevent<br />
segregation;<br />
• % passing 0.075mm (filler) to be<br />
relatively high to stiffen mix (F/B<br />
≈ 1.3 – 1.45);<br />
• Adequate VMA to get enough<br />
binder in (for durability/fatigue)<br />
while still preventing closing up<br />
of the mix (i.e. Marshall voids =<br />
5.0 and terminal voids in SP<br />
gyratory >3%);<br />
• Binder penetration – 60/70 -<br />
40/50 Pen;<br />
• Film thickness > 7.5µm<br />
(minimum binder content of<br />
4.5%)<br />
• MMLS3 @ 50°C<br />
on briquette/field<br />
cores;<br />
• Mod Lottman;<br />
• 4 Pt beam fatigue<br />
test @ 200µm<br />
and 350µm;<br />
• Gyratory curve to<br />
300 gyrations.<br />
Mix 2: Highly trafficked (>ES10) wearing course for high shear intersection<br />
areas:<br />
• Very high rut<br />
resistance and<br />
durability;<br />
• Acceptable fatigue<br />
resistance;<br />
• Acceptable friction (no<br />
fattening/bleeding)<br />
• As above with binder type to be<br />
40/50 Pen. and F/B slightly<br />
higher (±1.40) with film<br />
thickness > 7µm<br />
Table 1: Fundamental Design Principals<br />
As above<br />
103