Tootearendus - käsiraamat - Tartu
Tootearendus - käsiraamat - Tartu
Tootearendus - käsiraamat - Tartu

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
74<br />
Beeta ja turutestid • Kiirprototüüpimine<br />
5.1.1.2.3 Lamineeritud eseme valmistamine<br />
Joonis 1: Lamineeritud eseme valmistamise<br />
diagramm<br />
peegel<br />
kuum<br />
paberit rull<br />
etteande<br />
rull<br />
laser<br />
jääk<br />
paberi<br />
rull<br />
Esemete ristlõiked lõigatakse paberist või<br />
muust rullmaterjalist laseriga. Paber keritakse<br />
paberivõturullilt virna ja seotakse eelmise<br />
kihiga kuumutatud rulli abil, mis sulatab<br />
paberi alumisel küljel oleva plastkatte. Seejärel<br />
piiritletakse profiilid optilise süsteemiga,<br />
mis on paigaldatud X-Y alusele.<br />
Kui kiht on lõigatud, lõigatakse liigne paber<br />
ära, et kihti rullist eraldada. Liigne paber keritakse<br />
pealekeritavale rullile. Meetod aitab<br />
kõrvaldada üleulatuvaid osi ja sisselõikeid.<br />
Ristlõigete lõplikust esemest eemaldatavad<br />
osad viirutatakse tugevasti laseriga, et eemaldamist<br />
hõlbustada. Mõningate geomeetriate<br />
puhul võib liigse materjali eemaldamine<br />
olla aeganõudev.<br />
Paljud ettevõtted ja uurimisrühmad on töötanud<br />
välja selle meetodi variante. Näiteks<br />
Kira paberlaminaattehnoloogias (PLT) kasutatakse<br />
iga kihi lõikamiseks laseri asemel<br />
nuga ja ühendatakse kihid liimiga kserograafia<br />
abil. On ka variante, milles püütakse suurendada<br />
kiirust ja/või materjalide mitmekesisust<br />
paksude kihtide servade lõikamise teel<br />
diagonaalselt, et vältida trepitaolisi astmeid.<br />
Paberesemete viimistlus, täpsus ja stabiilsus<br />
jääb üldiselt alla teiste kiirprototüüpimismeetoditega<br />
kasutatavatele materjalidele.<br />
Kuid materjalikulud on väga väikesed ja<br />
esemed sarnanevad välimuselt ja katsudes<br />
puidule ning neid saab samal viisil töödelda<br />
ja viimistleda. See on soodustanud selliste<br />
rakenduste kasutamist nagu liivavormide<br />
mudelid. Kuigi materjalide kasutamine on<br />
piiratud, on töötatud plastide, liitmaterjalide,<br />
keraamika ja metallidega. Mõned neist materjalidest<br />
on kaubanduses piiratult saadaval.<br />
Lamineeritud esemete valmistamise süsteemide<br />
põhiline müüja Helisys lõpetas 2000.<br />
aastal oma tegevuse. Kuid on veel mitu<br />
ettevõtet, kellel on samasugune lamineeritud<br />
esemete tootmise (LOM) tehnoloogia või<br />
on see tehnoloogia varasel kaubanduslikul<br />
etapil. Need ettevõtted teenindavad turusegmente<br />
alates kontseptsiooni modelleerimisest<br />
kuni väga suurte esemeteni arhitektuurilistes<br />
rakendustes.<br />
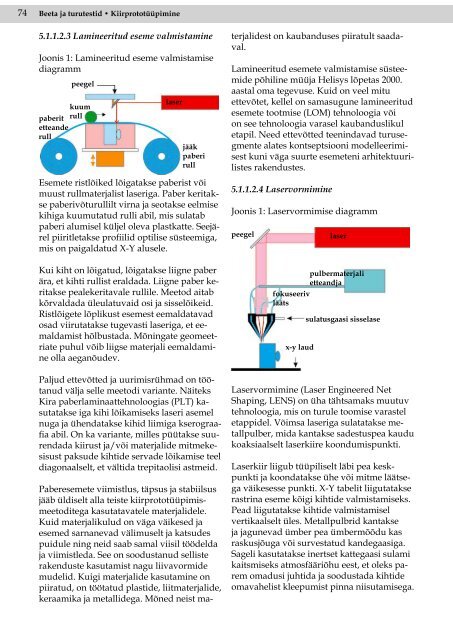
5.1.1.2.4 Laservormimine<br />
Joonis 1: Laservormimise diagramm<br />
peegel<br />
fokuseeriv<br />
lääts<br />
x-y laud<br />
laser<br />
pulbermaterjali<br />
etteandja<br />
sulatusgaasi sisselase<br />
Laservormimine (Laser Engineered Net<br />
Shaping, LENS) on üha tähtsamaks muutuv<br />
tehnoloogia, mis on turule toomise varastel<br />
etappidel. Võimsa laseriga sulatatakse metallpulber,<br />
mida kantakse sadestuspea kaudu<br />
koaksiaalselt laserkiire koondumispunkti.<br />
Laserkiir liigub tüüpiliselt läbi pea keskpunkti<br />
ja koondatakse ühe või mitme läätsega<br />
väikesesse punkti. X-Y tabelit liigutatakse<br />
rastrina eseme kõigi kihtide valmistamiseks.<br />
Pead liigutatakse kihtide valmistamisel<br />
vertikaalselt üles. Metallpulbrid kantakse<br />
ja jagunevad ümber pea ümbermõõdu kas<br />
raskusjõuga või survestatud kandegaasiga.<br />
Sageli kasutatakse inertset kattegaasi sulami<br />
kaitsmiseks atmosfääriõhu eest, et oleks parem<br />
omadusi juhtida ja soodustada kihtide<br />
omavahelist kleepumist pinna niisutamisega.