

4 - Fagor Automation
4 - Fagor Automation
4 - Fagor Automation

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
4.<br />
CANNED CYCLES OF THE EDITOR<br />
CNC 8065<br />
(REF: 1209)<br />
·128·<br />
Rectangular pocket with rounding.<br />
4.12.1 Basic operation.<br />
Canned cycles (·M· model)<br />
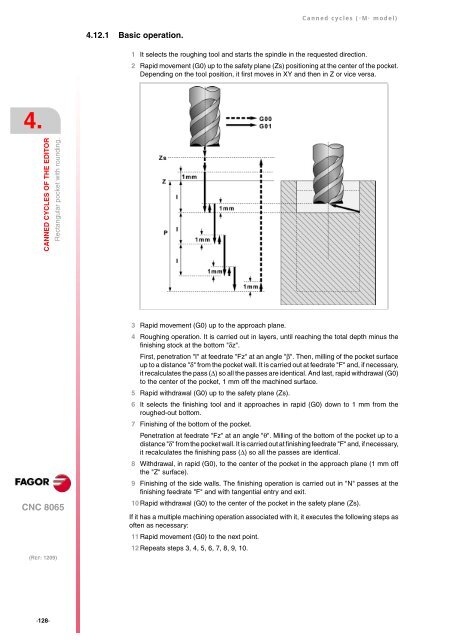
1 It selects the roughing tool and starts the spindle in the requested direction.<br />
2 Rapid movement (G0) up to the safety plane (Zs) positioning at the center of the pocket.<br />
Depending on the tool position, it first moves in XY and then in Z or vice versa.<br />
3 Rapid movement (G0) up to the approach plane.<br />
4 Roughing operation. It is carried out in layers, until reaching the total depth minus the<br />
finishing stock at the bottom "δz".<br />
First, penetration "I" at feedrate "Fz" at an angle "β". Then, milling of the pocket surface<br />
up to a distance "δ" from the pocket wall. It is carried out at feedrate "F" and, if necessary,<br />
it recalculates the pass (Δ) so all the passes are identical. And last, rapid withdrawal (G0)<br />
to the center of the pocket, 1 mm off the machined surface.<br />
5 Rapid withdrawal (G0) up to the safety plane (Zs).<br />
6 It selects the finishing tool and it approaches in rapid (G0) down to 1 mm from the<br />
roughed-out bottom.<br />
7 Finishing of the bottom of the pocket.<br />
Penetration at feedrate "Fz" at an angle "θ". Milling of the bottom of the pocket up to a<br />
distance "δ" from the pocket wall. It is carried out at finishing feedrate "F" and, if necessary,<br />
it recalculates the finishing pass (Δ) so all the passes are identical.<br />
8 Withdrawal, in rapid (G0), to the center of the pocket in the approach plane (1 mm off<br />
the "Z" surface).<br />
9 Finishing of the side walls. The finishing operation is carried out in "N" passes at the<br />
finishing feedrate "F" and with tangential entry and exit.<br />
10 Rapid withdrawal (G0) to the center of the pocket in the safety plane (Zs).<br />
If it has a multiple machining operation associated with it, it executes the following steps as<br />
often as necessary:<br />
11 Rapid movement (G0) to the next point.<br />
12 Repeats steps 3, 4, 5, 6, 7, 8, 9, 10.














