

4 - Fagor Automation
4 - Fagor Automation
4 - Fagor Automation

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
1.<br />
MILLING CANNED CYCLES.<br />
CNC 8065<br />
(REF: 1209)<br />
·34·<br />
G82. Drilling canned cycle with variable peck<br />
1.3 G82. Drilling canned cycle with variable peck<br />
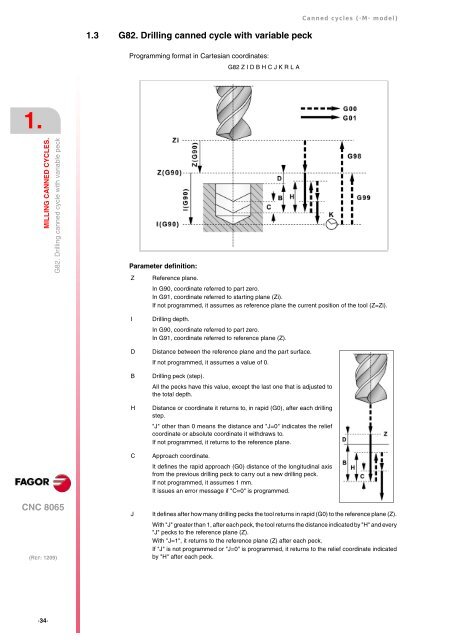
Programming format in Cartesian coordinates:<br />
Parameter definition:<br />
G82 Z I D B H C J K R L A<br />
Canned cycles (·M· model)<br />
Z Reference plane.<br />
In G90, coordinate referred to part zero.<br />
In G91, coordinate referred to starting plane (Zi).<br />
If not programmed, it assumes as reference plane the current position of the tool (Z=Zi).<br />
I Drilling depth.<br />
In G90, coordinate referred to part zero.<br />
In G91, coordinate referred to reference plane (Z).<br />
D Distance between the reference plane and the part surface.<br />
If not programmed, it assumes a value of 0.<br />
B Drilling peck (step).<br />
All the pecks have this value, except the last one that is adjusted to<br />
the total depth.<br />
H Distance or coordinate it returns to, in rapid (G0), after each drilling<br />
step.<br />
"J" other than 0 means the distance and "J=0" indicates the relief<br />
coordinate or absolute coordinate it withdraws to.<br />
If not programmed, it returns to the reference plane.<br />
C Approach coordinate.<br />
It defines the rapid approach (G0) distance of the longitudinal axis<br />
from the previous drilling peck to carry out a new drilling peck.<br />
If not programmed, it assumes 1 mm.<br />
It issues an error message if "C=0" is programmed.<br />
J It defines after how many drilling pecks the tool returns in rapid (G0) to the reference plane (Z).<br />
With "J" greater than 1, after each peck, the tool returns the distance indicated by "H" and every<br />
"J" pecks to the reference plane (Z).<br />
With "J=1", it returns to the reference plane (Z) after each peck.<br />
If "J" is not programmed or "J=0" is programmed, it returns to the relief coordinate indicated<br />
by "H" after each peck.














