

4 - Fagor Automation
4 - Fagor Automation
4 - Fagor Automation

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Canned cycles (·M· model)<br />
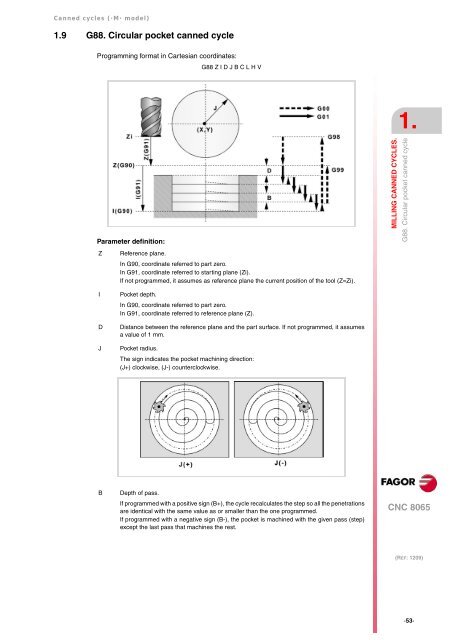
1.9 G88. Circular pocket canned cycle<br />
Programming format in Cartesian coordinates:<br />
Parameter definition:<br />
G88 Z I D J B C L H V<br />
Z Reference plane.<br />
In G90, coordinate referred to part zero.<br />
In G91, coordinate referred to starting plane (Zi).<br />
If not programmed, it assumes as reference plane the current position of the tool (Z=Zi).<br />
I Pocket depth.<br />
In G90, coordinate referred to part zero.<br />
In G91, coordinate referred to reference plane (Z).<br />
D Distance between the reference plane and the part surface. If not programmed, it assumes<br />
a value of 1 mm.<br />
J Pocket radius.<br />
The sign indicates the pocket machining direction:<br />
(J+) clockwise, (J-) counterclockwise.<br />
B Depth of pass.<br />
If programmed with a positive sign (B+), the cycle recalculates the step so all the penetrations<br />
are identical with the same value as or smaller than the one programmed.<br />
If programmed with a negative sign (B-), the pocket is machined with the given pass (step)<br />
except the last pass that machines the rest.<br />
1.<br />
MILLING CANNED CYCLES.<br />
G88. Circular pocket canned cycle<br />
CNC 8065<br />
(REF: 1209)<br />
·53·














