(MERAF) for the Base Metals Smelting Sector - CCME
(MERAF) for the Base Metals Smelting Sector - CCME
(MERAF) for the Base Metals Smelting Sector - CCME

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
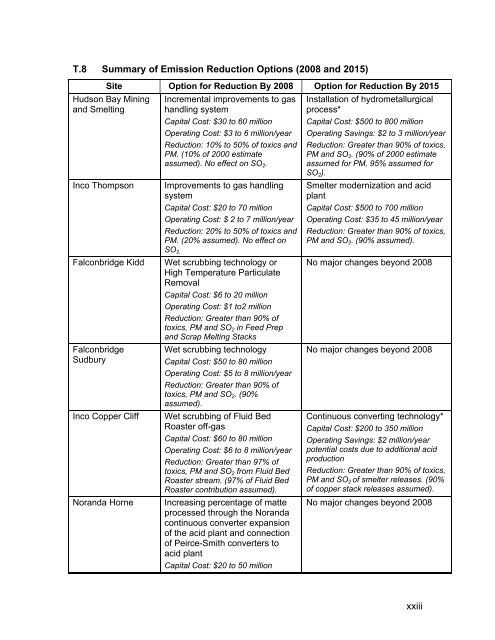
T.8 Summary of Emission Reduction Options (2008 and 2015)<br />
Site Option <strong>for</strong> Reduction By 2008 Option <strong>for</strong> Reduction By 2015<br />
Hudson Bay Mining<br />
and <strong>Smelting</strong><br />
Inco Thompson<br />
Falconbridge Kidd<br />
Falconbridge<br />
Sudbury<br />
Inco Copper Cliff<br />
Noranda Horne<br />
Incremental improvements to gas<br />
handling system<br />
Capital Cost: $30 to 60 million<br />
Operating Cost: $3 to 6 million/year<br />
Reduction: 10% to 50% of toxics and<br />
PM. (10% of 2000 estimate<br />
assumed). No effect on SO 2 .<br />
Improvements to gas handling<br />
system<br />
Capital Cost: $20 to 70 million<br />
Operating Cost: $ 2 to 7 million/year<br />
Reduction: 20% to 50% of toxics and<br />
PM. (20% assumed). No effect on<br />
SO 2,<br />
Wet scrubbing technology or<br />
High Temperature Particulate<br />
Removal<br />
Capital Cost: $6 to 20 million<br />
Operating Cost: $1 to2 million<br />
Reduction: Greater than 90% of<br />
toxics, PM and SO 2 in Feed Prep<br />
and Scrap Melting Stacks<br />
Wet scrubbing technology<br />
Capital Cost: $50 to 80 million<br />
Operating Cost: $5 to 8 million/year<br />
Reduction: Greater than 90% of<br />
toxics, PM and SO 2 . (90%<br />
assumed).<br />
Wet scrubbing of Fluid Bed<br />
Roaster off-gas<br />
Capital Cost: $60 to 80 million<br />
Operating Cost: $6 to 8 million/year<br />
Reduction: Greater than 97% of<br />
toxics, PM and SO 2 from Fluid Bed<br />
Roaster stream. (97% of Fluid Bed<br />
Roaster contribution assumed).<br />
Increasing percentage of matte<br />
processed through <strong>the</strong> Noranda<br />
continuous converter expansion<br />
of <strong>the</strong> acid plant and connection<br />
of Peirce-Smith converters to<br />
acid plant<br />
Capital Cost: $20 to 50 million<br />
Installation of hydrometallurgical<br />
process*<br />
Capital Cost: $500 to 800 million<br />
Operating Savings: $2 to 3 million/year<br />
Reduction: Greater than 90% of toxics,<br />
PM and SO 2 . (90% of 2000 estimate<br />
assumed <strong>for</strong> PM, 95% assumed <strong>for</strong><br />
SO 2 ).<br />
Smelter modernization and acid<br />
plant<br />
Capital Cost: $500 to 700 million<br />
Operating Cost: $35 to 45 million/year<br />
Reduction: Greater than 90% of toxics,<br />
PM and SO 2 . (90% assumed).<br />
No major changes beyond 2008<br />
No major changes beyond 2008<br />
Continuous converting technology*<br />
Capital Cost: $200 to 350 million<br />
Operating Savings: $2 million/year<br />
potential costs due to additional acid<br />
production<br />
Reduction: Greater than 90% of toxics,<br />
PM and SO 2 of smelter releases. (90%<br />
of copper stack releases assumed).<br />
No major changes beyond 2008<br />
xxiii