

ICMCTF 2012! - CD-Lab Application Oriented Coating Development
ICMCTF 2012! - CD-Lab Application Oriented Coating Development
ICMCTF 2012! - CD-Lab Application Oriented Coating Development

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
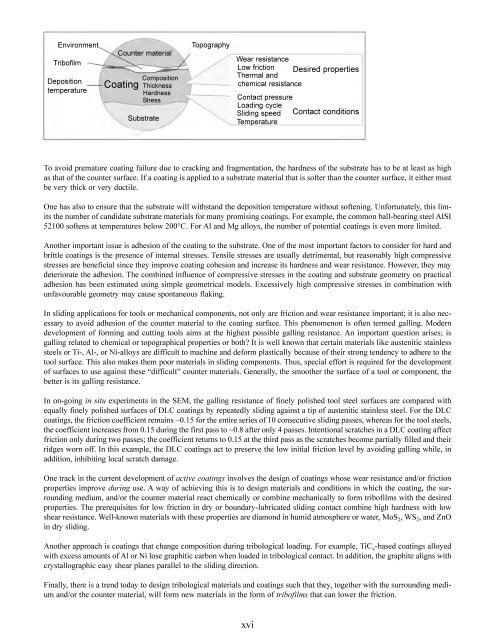
Environment<br />
Tribofilm<br />
Deposition<br />
temperature<br />
Counter material<br />
<strong>Coating</strong><br />
Composition<br />
Thickness<br />
Hardness<br />
Stress<br />
Substrate<br />
Topography<br />
Wear resistance<br />
Low friction Desired properties<br />
Thermal and<br />
chemical resistance<br />
Contact pressure<br />
Loading cycle<br />
Sliding speed Contact conditions<br />
Temperature<br />
To avoid premature coating failure due to cracking and fragmentation, the hardness of the substrate has to be at least as high<br />
as that of the counter surface. If a coating is applied to a substrate material that is softer than the counter surface, it either must<br />
be very thick or very ductile.<br />
One has also to ensure that the substrate will withstand the deposition temperature without softening. Unfortunately, this limits<br />
the number of candidate substrate materials for many promising coatings. For example, the common ball-bearing steel AISI<br />
52100 softens at temperatures below 200°C. For Al and Mg alloys, the number of potential coatings is even more limited.<br />
Another important issue is adhesion of the coating to the substrate. One of the most important factors to consider for hard and<br />
brittle coatings is the presence of internal stresses. Tensile stresses are usually detrimental, but reasonably high compressive<br />
stresses are beneficial since they improve coating cohesion and increase its hardness and wear resistance. However, they may<br />
deteriorate the adhesion. The combined influence of compressive stresses in the coating and substrate geometry on practical<br />
adhesion has been estimated using simple geometrical models. Excessively high compressive stresses in combination with<br />
unfavourable geometry may cause spontaneous flaking.<br />
In sliding applications for tools or mechanical components, not only are friction and wear resistance important; it is also necessary<br />
to avoid adhesion of the counter material to the coating surface. This phenomenon is often termed galling. Modern<br />
development of forming and cutting tools aims at the highest possible galling resistance. An important question arises; is<br />
galling related to chemical or topographical properties or both? It is well known that certain materials like austenitic stainless<br />
steels or Ti-, Al-, or Ni-alloys are difficult to machine and deform plastically because of their strong tendency to adhere to the<br />
tool surface. This also makes them poor materials in sliding components. Thus, special effort is required for the development<br />
of surfaces to use against these “difficult” counter materials. Generally, the smoother the surface of a tool or component, the<br />
better is its galling resistance.<br />
In on-going in situ experiments in the SEM, the galling resistance of finely polished tool steel surfaces are compared with<br />
equally finely polished surfaces of DLC coatings by repeatedly sliding against a tip of austenitic stainless steel. For the DLC<br />
coatings, the friction coefficient remains ~0.15 for the entire series of 10 consecutive sliding passes, whereas for the tool steels,<br />
the coefficient increases from 0.15 during the first pass to ~0.8 after only 4 passes. Intentional scratches in a DLC coating affect<br />
friction only during two passes; the coefficient returns to 0.15 at the third pass as the scratches become partially filled and their<br />
ridges worn off. In this example, the DLC coatings act to preserve the low initial friction level by avoiding galling while, in<br />
addition, inhibiting local scratch damage.<br />
One track in the current development of active coatings involves the design of coatings whose wear resistance and/or friction<br />
properties improve during use. A way of achieving this is to design materials and conditions in which the coating, the surrounding<br />
medium, and/or the counter material react chemically or combine mechanically to form tribofilms with the desired<br />
properties. The prerequisites for low friction in dry or boundary-lubricated sliding contact combine high hardness with low<br />
shear resistance. Well-known materials with these properties are diamond in humid atmosphere or water, MoS 2, WS 2, and ZnO<br />
in dry sliding.<br />
Another approach is coatings that change composition during tribological loading. For example, TiC x-based coatings alloyed<br />
with excess amounts of Al or Ni lose graphitic carbon when loaded in tribological contact. In addition, the graphite aligns with<br />
crystallographic easy shear planes parallel to the sliding direction.<br />
Finally, there is a trend today to design tribological materials and coatings such that they, together with the surrounding medium<br />
and/or the counter material, will form new materials in the form of tribofilms that can lower the friction.<br />
xvi

