

N 33 V 72 Final

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
TARJETA DE CONTROL DE MOTORES A PASOS PARA MÁQUINA DE CONTROL NUMÉRICO<br />
demás se encuentran inactivas; cuando la señal 2 se<br />
desactiva, de manera inmediata la señal 3 (verde) se<br />
encuentra activada durante un intervalo de 3 ms y durante ese<br />
mismo tiempo las demás se encuentran inactivas para<br />
finalmente cuando la señal 3 se desactiva de manera<br />
inmediata la señal 4 (rojo) se encuentra activada durante un<br />
intervalo de 3 ms y durante ese mismo tiempo las demás se<br />
encuentran inactivas, al terminar este ciclo inicia<br />
nuevamente. Estas señales corresponden a un solo PIC, por<br />
lo que las pruebas de operación deben ser realizadas a cada<br />
uno de los 3 microcontroladores obteniendo señales<br />
similares. El tiempo de activación es de 3 ms a una frecuencia<br />
de 50 Hz que se determinó en base a las pruebas realizadas<br />
con el usillo de 4mm de paso, y evitar sobre calentamientos<br />
en las bobinas del motor.<br />
placa de control sea muy accesible a las personas y dueños<br />
de talleres. La ventaja que presenta este equipo es que es<br />
escalable, además que los dispositivos electrónicos y los<br />
materiales utilizados para la parte mecánica, son se<br />
adquisición local, esto disminuye el tiempo de<br />
mantenimiento o reparación del dispositivo.<br />
Esta máquina es una opción para los pequeños e incluso<br />
medianos talleres, los cuales no cuentan con este tipo de<br />
equipo y por este motivo las empresas que solicitan sus<br />
servicios prefieren contratar a empresas grandes para los<br />
trabajos de manufactura.<br />
Los trabajos futuros derivados de esta investigación que se<br />
trabajarán trabajar, la posibilidad de construcción de<br />
impresora 3D de gran formato, así como homologar es driver<br />
de motores para la utilización de cualquier software libre y<br />
de licencia. Escalar para su utilización en mesas de corte de<br />
plasma y la conversión de tornos manuales CNC.<br />
Figura 10. Secuencia de pasos generada por el microcontrolador<br />
Fuente: Elaboración propia<br />
En la figura 11 se muestra, el “driver electrónico”, en<br />
conjunto con el mecanismo y el equipo de cómputo,<br />
Figura 11. Fresadora CNC con el control electrónico instalado y equipo de<br />
computo<br />
Fuente: Elaboración propia<br />
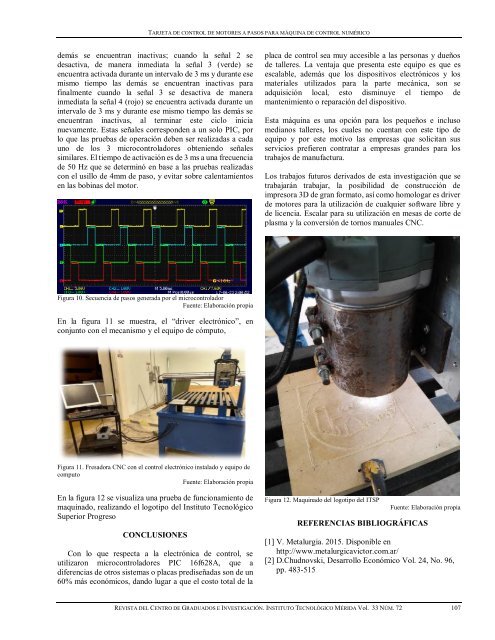
En la figura 12 se visualiza una prueba de funcionamiento de<br />
maquinado, realizando el logotipo del Instituto Tecnológico<br />
Superior Progreso<br />
CONCLUSIONES<br />
Con lo que respecta a la electrónica de control, se<br />
utilizaron microcontroladores PIC 16f628A, que a<br />
diferencias de otros sistemas o placas prediseñadas son de un<br />
60% más económicos, dando lugar a que el costo total de la<br />
Figura 12. Maquinado del logotipo del ITSP<br />
Fuente: Elaboración propia<br />
REFERENCIAS BIBLIOGRÁFICAS<br />
[1] V. Metalurgia. 2015. Disponible en<br />
http://www.metalurgicavictor.com.ar/<br />
[2] D.Chudnovski, Desarrollo Económico Vol. 24, No. 96,<br />
pp. 483-515<br />
REVISTA DEL CENTRO DE GRADUADOS E INVESTIGACIÓN. INSTITUTO TECNOLÓGICO MÉRIDA Vol. <strong>33</strong> NÚM. <strong>72</strong> 107














