Thesis - faculty.ait.ac.th - Asian Institute of Technology
Thesis - faculty.ait.ac.th - Asian Institute of Technology
Thesis - faculty.ait.ac.th - Asian Institute of Technology

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
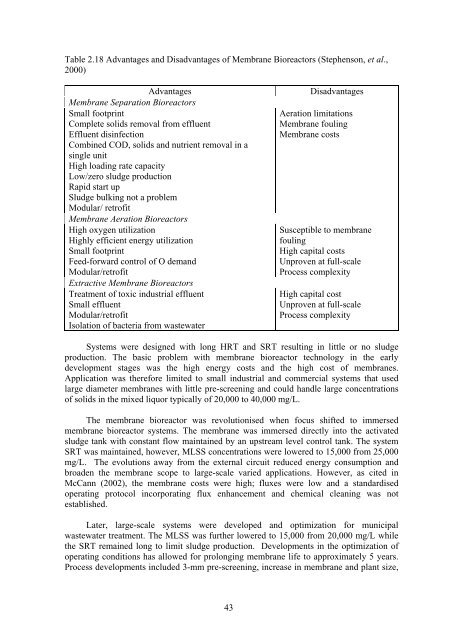
Table 2.18 Advantages and Disadvantages <strong>of</strong> Membrane Biore<strong>ac</strong>tors (Stephenson, et al.,<br />
2000)<br />
Advantages Disadvantages<br />
Membrane Separation Biore<strong>ac</strong>tors<br />
Small footprint<br />
Complete solids removal from effluent<br />
Effluent disinfection<br />
Combined COD, solids and nutrient removal in a<br />
single unit<br />
High loading rate cap<strong>ac</strong>ity<br />
Low/zero sludge production<br />
Rapid start up<br />
Sludge bulking not a problem<br />
Modular/ retr<strong>of</strong>it<br />
Membrane Aeration Biore<strong>ac</strong>tors<br />
High oxygen utilization<br />
Highly efficient energy utilization<br />
Small footprint<br />
Feed-forward control <strong>of</strong> O demand<br />
Modular/retr<strong>of</strong>it<br />
Extr<strong>ac</strong>tive Membrane Biore<strong>ac</strong>tors<br />
Treatment <strong>of</strong> toxic industrial effluent<br />
Small effluent<br />
Modular/retr<strong>of</strong>it<br />
Isolation <strong>of</strong> b<strong>ac</strong>teria from wastewater<br />
43<br />
Aeration limitations<br />
Membrane fouling<br />
Membrane costs<br />
Susceptible to membrane<br />
fouling<br />
High capital costs<br />
Unproven at full-scale<br />
Process complexity<br />
High capital cost<br />
Unproven at full-scale<br />
Process complexity<br />
Systems were designed wi<strong>th</strong> long HRT and SRT resulting in little or no sludge<br />
production. The basic problem wi<strong>th</strong> membrane biore<strong>ac</strong>tor technology in <strong>th</strong>e early<br />
development stages was <strong>th</strong>e high energy costs and <strong>th</strong>e high cost <strong>of</strong> membranes.<br />
Application was <strong>th</strong>erefore limited to small industrial and commercial systems <strong>th</strong>at used<br />
large diameter membranes wi<strong>th</strong> little pre-screening and could handle large concentrations<br />
<strong>of</strong> solids in <strong>th</strong>e mixed liquor typically <strong>of</strong> 20,000 to 40,000 mg/L.<br />
The membrane biore<strong>ac</strong>tor was revolutionised when focus shifted to immersed<br />
membrane biore<strong>ac</strong>tor systems. The membrane was immersed directly into <strong>th</strong>e <strong>ac</strong>tivated<br />
sludge tank wi<strong>th</strong> constant flow maintained by an upstream level control tank. The system<br />
SRT was maintained, however, MLSS concentrations were lowered to 15,000 from 25,000<br />
mg/L. The evolutions away from <strong>th</strong>e external circuit reduced energy consumption and<br />
broaden <strong>th</strong>e membrane scope to large-scale varied applications. However, as cited in<br />
McCann (2002), <strong>th</strong>e membrane costs were high; fluxes were low and a standardised<br />
operating protocol incorporating flux enhancement and chemical cleaning was not<br />
established.<br />
Later, large-scale systems were developed and optimization for municipal<br />
wastewater treatment. The MLSS was fur<strong>th</strong>er lowered to 15,000 from 20,000 mg/L while<br />
<strong>th</strong>e SRT remained long to limit sludge production. Developments in <strong>th</strong>e optimization <strong>of</strong><br />
operating conditions has allowed for prolonging membrane life to approximately 5 years.<br />
Process developments included 3-mm pre-screening, increase in membrane and plant size,