

JOURNAL - Ð¢ÐµÑ Ð½Ð¸ÑеÑки УнивеÑÑиÑÐµÑ - СоÑÐ¸Ñ - Филиал Ðловдив
JOURNAL - Ð¢ÐµÑ Ð½Ð¸ÑеÑки УнивеÑÑиÑÐµÑ - СоÑÐ¸Ñ - Филиал Ðловдив
JOURNAL - Ð¢ÐµÑ Ð½Ð¸ÑеÑки УнивеÑÑиÑÐµÑ - СоÑÐ¸Ñ - Филиал Ðловдив
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
- 168 -<br />
точен измервателен уред. За избягване грешката на формата, калиброването трябва да<br />
се извършва в същото сечение на повърхнината, в което е извършено измерване за<br />
определяне на размера й. С този подход може да се постигне висока точност, но има<br />
следните недостатъци: необходимо е по-продължително прекъсване за калиброващите<br />
процедури и участие на оператора; необходими са подходящи измервателни средства за<br />
точно измерване на повърхнините на детайла, използвани за калиброване на ИС.<br />
Значително намаляване на разглежданите грешки се постига с използването на<br />
методите и техниката за проверка на геометричната точност на МРМ [5,6].<br />
Отклонението от зададена позиция <br />
поз. с<br />
може да бъде въведено с параметри в<br />
интелигентните системи за ЦПУ и автоматично да се компенсира. Грешката се<br />
измерва и се въвежда като допълнителна корекция в обработващата програма.<br />
поз<br />
[m]<br />
0<br />
-5<br />
-10<br />
-15<br />
-20<br />
-140 -112 -84 -56 -28 0 28 56 84 112 140<br />
X[mm]<br />
<br />
d k<br />
поз.d<br />
d 56<br />
(-) посока (+) посока<br />
2* поз.r<br />
d 28 d 56 d 84 d 112 d 140 r 28 r 56 r 84 r 112 r 140<br />
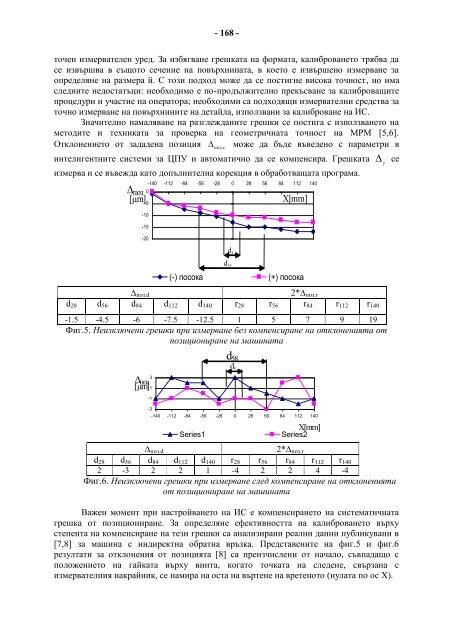
-1.5 -4.5 -6 -7.5 -12.5 1 5 7 9 19<br />
Фиг.5. Неизключени грешки при измерване без компенсиране на отклоненията от<br />
позициониране на машината<br />
d 58<br />
поз<br />
[m]<br />
3<br />
1<br />
-1<br />
-3<br />
-140 -112 -84 -56 -28 0 28 56 84 112 140<br />
поз.d<br />
Series1<br />
d k<br />
X[mm]<br />
Series2<br />
2* поз.r<br />
d 28 d 56 d 84 d 112 d 140 r 28 r 56 r 84 r 112 r 140<br />
2 -3 2 2 1 -4 2 2 4 -4<br />
Фиг.6. Неизключени грешки при измерване след компенсиране на отклоненията<br />
от позициониране на машината<br />
Важен момент при настройването на ИС е компенсирането на систематичната<br />
грешка от позициониране. За определяне ефективността на калиброването върху<br />
степента на компенсиране на тези грешки са анализирани реални данни публикувани в<br />
[7,8] за машина с индиректна обратна връзка. Представените на фиг.5 и фиг.6<br />
резултати за отклонения от позицията [8] са преизчислени от начало, съвпадащо с<br />
положението на гайката върху винта, когато точката на следене, свързана с<br />
измервателния накрайник, се намира на оста на въртене на вретеното (нулата по ос Х).













