

JOURNAL - Ð¢ÐµÑ Ð½Ð¸ÑеÑки УнивеÑÑиÑÐµÑ - СоÑÐ¸Ñ - Филиал Ðловдив
JOURNAL - Ð¢ÐµÑ Ð½Ð¸ÑеÑки УнивеÑÑиÑÐµÑ - СоÑÐ¸Ñ - Филиал Ðловдив
JOURNAL - Ð¢ÐµÑ Ð½Ð¸ÑеÑки УнивеÑÑиÑÐµÑ - СоÑÐ¸Ñ - Филиал Ðловдив
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Р<br />
М<br />
- 30 -<br />
2. Изложение<br />
Посоченият недостатък може да се преодолее със система за измерване на<br />
детайла посредством инструмента включваща две подсистеми: за измерване на<br />
инструмента и за определяне координатата на докосването му до обработените повърхнини<br />
на детайла. С такава системата могат да се автоматизират редица технологични<br />
приложения при обработването на детайлите на струговите машини с ЦПУ.<br />
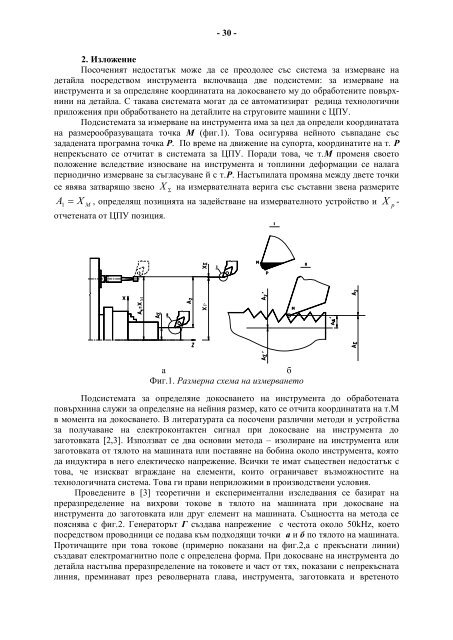
Подсистемата за измерване на инструмента има за цел да определи координатата<br />
на размерообразуващата точка М (фиг.1). Това осигурява нейното съвпадане със<br />
зададената програмна точка Р. По време на движение на супорта, координатите на т. Р<br />
непрекъснато се отчитат в системата за ЦПУ. Поради това, че т.М променя своето<br />
положение вследствие износване на инструмента и топлинни деформации се налага<br />
периодично измерване за съгласуване й с т.Р. Настъпилата промяна между двете точки<br />
се явява затварящо звено Х<br />
<br />
на измервателната верига със съставни звена размерите<br />
А1 Х М<br />
, определящ позицията на задействане на измервателното устройство и Х<br />
р<br />
-<br />
отчетената от ЦПУ позиция.<br />
а<br />
б<br />
Фиг.1. Размерна схема на измерването<br />
Подсистемата за определяне докосването на инструмента до обработената<br />
повърхнина служи за определяне на нейния размер, като се отчита координатата на т.М<br />
в момента на докосването. В литературата са посочени различни методи и устройства<br />
за получаване на електроконтактен сигнал при докосване на инструмента до<br />
заготовката [2,3]. Използват се два основни метода – изолиране на инструмента или<br />
заготовката от тялото на машината или поставяне на бобина около инструмента, която<br />
да индуктира в него електическо напрежение. Всички те имат съществен недостатък с<br />
това, че изискват вграждане на елементи, които ограничавет възможностите на<br />
технологичната система. Това ги прави неприложими в производствени условия.<br />
Проведените в [3] теоретични и експериментални изследвания се базират на<br />
преразпределение на вихрови токове в тялото на машината при докосване на<br />
инструмента до заготовката или друг елемент на машината. Същността на метода се<br />
пояснява с фиг.2. Генераторът Г създава напрежение с честота около 50kHz, което<br />
посредством проводници се подава към подходящи точки а и б по тялото на машината.<br />
Протичащите при това токове (примерно показани на фиг.2,а с прекъснати линии)<br />
създават електромагнитно поле с определена форма. При докосване на инструмента до<br />
детайла настъпва преразпределение на токовете и част от тях, показани с непрекъсната<br />
линия, преминават през револверната глава, инструмента, заготовката и вретеното













