

JOURNAL - Ð¢ÐµÑ Ð½Ð¸ÑеÑки УнивеÑÑиÑÐµÑ - СоÑÐ¸Ñ - Филиал Ðловдив
JOURNAL - Ð¢ÐµÑ Ð½Ð¸ÑеÑки УнивеÑÑиÑÐµÑ - СоÑÐ¸Ñ - Филиал Ðловдив
JOURNAL - Ð¢ÐµÑ Ð½Ð¸ÑеÑки УнивеÑÑиÑÐµÑ - СоÑÐ¸Ñ - Филиал Ðловдив
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
- 32 -<br />
Грешката и.<br />
д<br />
се влияе от следните фактори:<br />
- електрическия контакт между инструмента и детайла. Към тази група спадат<br />
материала на детайла, охлаждащата течност и окисляване на контактните повърхнини<br />
на инструмента;<br />
- вибрациите на инструмента и детайла;<br />
- микронеравностите на профила;<br />
- промяната в положението на вретеното по време на обработване и контрола;<br />
- отчитането позицията при докосване на инструмента до детайла.<br />
Системата за измерване на детайла посредством инструмента има следните<br />
приложения:<br />
1. Повишаване на производителността на обработване чрез оптимизиране на<br />
празните ходове<br />
Производителността при обработване на детайлите на стругове с ЦПУ до голяма<br />
степен зависи от съставената управляваща програма. При използване на фиксирани<br />
цикли за грубо струговане изходната точка се определя от размера на най-голямата<br />
заготовка в партидата. На всички останали заготовки режещият инструмент работи с<br />
по-малка дълбочина от зададената, трие по кората или не снема прибавка (“реже<br />
въздуха”). Съществуват няколко метода в практиката за избягване на такива случаи<br />
като всеки има своите предимства и недостатъци. Един от тях е използването на<br />
заготовки с по-точни размери, но това предполага и по-високата им цена. Друг метод е<br />
предварително измерване размерите на всяка заготовка и ръчното въвеждане на<br />
корекция в управляващата програма. Трети метод е измерване на всяка заготовка с<br />
помощта на ТИГ и автоматично определяне изходната точка на цикъла на обработване.<br />
Тук не е необходима намесата на оператора, но себестойността на самото устройство е<br />
висока, а и извеждането на главата в позиция за контрол и самото измерване отнема<br />
машинно време.<br />
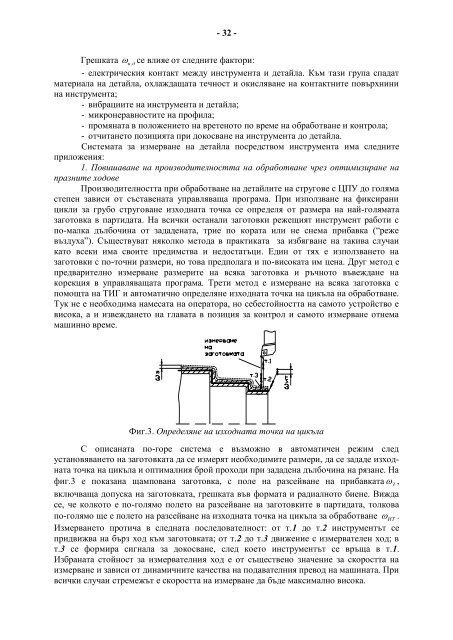
Фиг.3. Определяне на изходната точка на цикъла<br />
С описаната по-горе система е възможно в автоматичен режим след<br />
установяването на заготовката да се измерят необходимите размери, да се зададе изходната<br />
точка на цикъла и оптималния брой проходи при зададена дълбочина на рязане. На<br />
фиг.3 е показана щампована заготовка, с поле на разсейване на прибавката З ,<br />
включваща допуска на заготовката, грешката във формата и радиалното биене. Вижда<br />
се, че колкото е по-голямо полето на разсейване на заготовките в партидата, толкова<br />
по-голямо ще е полето на разсейване на изходната точка на цикъла за обработване <br />
ИТ<br />
.<br />
Измерването протича в следната последователност: от т.1 до т.2 инструментът се<br />
придвижва на бърз ход към заготовката; от т.2 до т.3 движение с измервателен ход; в<br />
т.3 се формира сигнала за докосване, след което инструментът се връща в т.1.<br />
Избраната стойност за измервателния ход е от съществено значение за скоростта на<br />
измерване и зависи от динамичните качества на подавателния превод на машината. При<br />
всички случаи стремежът е скоростта на измерване да бъде максимално висока.













