

JOURNAL - Ð¢ÐµÑ Ð½Ð¸ÑеÑки УнивеÑÑиÑÐµÑ - СоÑÐ¸Ñ - Филиал Ðловдив
JOURNAL - Ð¢ÐµÑ Ð½Ð¸ÑеÑки УнивеÑÑиÑÐµÑ - СоÑÐ¸Ñ - Филиал Ðловдив
JOURNAL - Ð¢ÐµÑ Ð½Ð¸ÑеÑки УнивеÑÑиÑÐµÑ - СоÑÐ¸Ñ - Филиал Ðловдив
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
- 169 -<br />
В таблиците под фигурите са дадени стойностите на грешката от измерване,<br />
изчислени по следния начин:<br />
( )<br />
( )<br />
( )<br />
( )<br />
- двуточково измерване ( ) (<br />
) ;<br />
- едноточково измерване<br />
поз.<br />
d<br />
<br />
i<br />
поз.<br />
r<br />
<br />
i<br />
( )<br />
. к<br />
поз.<br />
d<br />
( )<br />
поз.<br />
r<br />
i<br />
i<br />
<br />
поз.<br />
d<br />
( )<br />
поз.<br />
к<br />
( )<br />
( )<br />
( )<br />
поз . d<br />
, <br />
i поз . d<br />
, <br />
i поз . к<br />
, поз<br />
са отклоненията от зададената позиция, съответно в<br />
точките от повърхнината на детайла и калибъра, измерени в права и обратна посока.<br />
d i , dk<br />
и r i r k са диаметъра и радиуса съответно на контролираната<br />
повърхнина и калибъра (на фигурите не са показани размерите r i , получавани при<br />
едноточково измерване, тъй като<br />
<br />
( )<br />
( )<br />
поз . r<br />
поз.<br />
d<br />
).<br />
i<br />
От анализа на резултатите се вижда, че при значителна разлика между размерите<br />
на калибъра и контролираната повърхнина неизключените грешки са големи, ако не е<br />
извършено компенсиране на позиционните грешки на машината.<br />
Компенсиране на грешките от топлинни деформации<br />
Големината на тези грешки зависи от позицията на измерването и тя се променя<br />
във времето. Точното компенсиране на разглежданите грешки, изисква размерът на калибъра<br />
да съответства на размера на контролираната повърхнина и да се извършва<br />
периодично поднастройване на ИС с честота, зависеща от интензивността на систематичния<br />
фактор. Честота на поднастройване се отразява на производителността. Затова<br />
то трябва да се извършва само при процеси, протичащи при условията на интензивно<br />
влияние на топлинните деформации и преди всичко при едноточковото измерване.<br />
i<br />
.<br />
i<br />
поз.<br />
к<br />
поз.<br />
к<br />
тдк<br />
лтд<br />
тд<br />
тдд<br />
лтд<br />
в<br />
тд<br />
тдд<br />
в<br />
д<br />
у тиг<br />
тд<br />
в<br />
д<br />
комп<br />
кал<br />
кал<br />
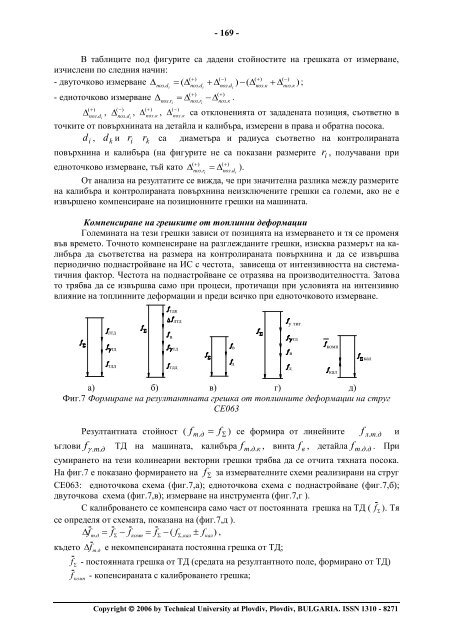
а) б) в) г) д)<br />
Фиг.7 Формиране на резултантната грешка от топлинните деформации на струг<br />
СЕ063<br />
Резултантната стойност ( fт. д f<br />
) се формира от линейните f л. т.<br />
д и<br />
ъглови f . т.<br />
д ТД на машината, калибъра f т. д.<br />
к , винта f в , детайла f т. д.<br />
д . При<br />
сумирането на тези колинеарни векторни грешки трябва да се отчита тяхната посока.<br />
На фиг.7 е показано формирането на f за измервателните схеми реализирани на струг<br />
СЕ063: едноточкова схема (фиг.7,а); едноточкова схема с поднастройване (фиг.7,б);<br />
двуточкова схема (фиг.7,в); измерване на инструмента (фиг.7,г ).<br />
С калиброването се компенсира само част от постоянната грешка на ТД ( f<br />
). Тя<br />
се определя от схемата, показана на (фиг.7,д ).<br />
f<br />
f f f f f )<br />
където<br />
т. д комп <br />
(<br />
,<br />
кал кал<br />
,<br />
е некомпенсираната постоянна грешка от ТД;<br />
f<br />
т . д<br />
f<br />
- постоянната грешка от ТД (средата на резултантното поле, формирано от ТД)<br />
f - копенсираната с калиброването грешка;<br />
комп<br />
Copyright 2006 by Technical University at Plovdiv, Plovdiv, BULGARIA. ISSN 1310 - 8271













