
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
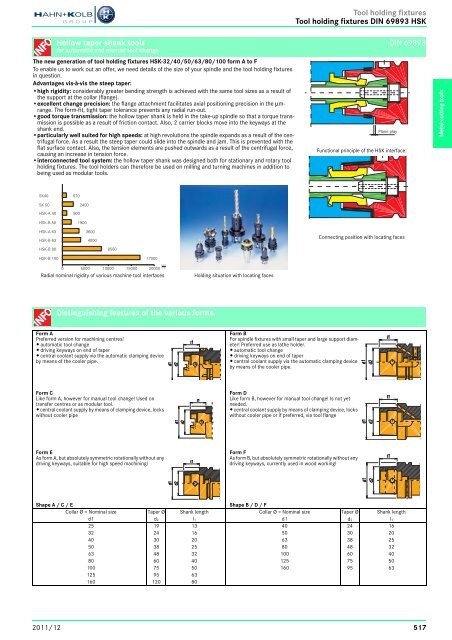
Tool holding fixturesTool holding fixtures DIN 69893 HSKContinued next pageHollow taper shank toolsfor automatic and manual tool changeThe new generation of tool holding fixtures HSK-32/40/50/63/80/100 form A to FTo enable us to work out an offer, we need details of the size of your spindle and the tool holding fixturesin question.Advantages vis-à-vis the steep taper:•high rigidity: considerably greater bending strength is achieved with the same tool sizes as a result ofthe support at the collar (flange).•excellent change precision: the flange attachment facilitates axial positioning precision in the μmrange.The form-fit, tight taper tolerance prevents any radial run-out.•good torque transmission: the hollow taper shank is held in the take-up spindle so that a torque transmissionis possible as a result of friction contact. Also, 2 carrier blocks move into the keyways at theshank end.•particularly well suited for high speeds: at high revolutions the spindle expands as a result of the centrifugalforce. As a result the steep taper could slide into the spindle and jam. This is prevented with theflat surface contact. Also, the tension elements are pushed outwards as a result of the centrifugal force,causing an increase in tension force.•interconnected tool system: the hollow taper shank was designed both for stationary and rotary toolholding fixtures. The tool holders can therefore be used on milling and turning machines in addition tobeing used as modular tools.Plane playFunctional principle of the HSK interface:DIN 69893Metal-cutting toolsConnecting position with locating facesRadial nominal rigidity of various machine tool interfacesHolding situation with locating facesContinued next pageDistinguishing features of the various forms.Form APreferred version for machining centres!U automatic tool changeU driving keyways on end of taperU central coolant supply via the automatic clamping deviceby means of the cooler pipe.Form BFor spindle fixtures with small taper and large support diameter!Preferred use as lathe holder.U automatic tool changeU driving keyways on end of taperU central coolant supply via the automatic clamping deviceby means of the cooler pipe.Form CLike form A, however for manual tool change! Used ontransfer centres or as modular tool.U central coolant supply by means of clamping device, lockswithout cooler pipeForm DLike form B, however for manual tool change! Is not yetneeded.U central coolant supply by means of clamping device, lockswithout cooler pipe or if preferred, via tool flangeForm EAs form A, but absolutely symmetric rotationally without anydriving keyways, suitable for high speed machining!Form FAs form B, but absolutely symmetric rotationally without anydriving keyways, currently used in wood working!Shape A / C / EShape B / D / FCollar Ø = Nominal size Taper Ø Shank length Collar Ø = Nominal size Taper Ø Shank lengthd1 d2 l1 d1 d2 l125 19 13 40 24 1632 24 16 50 30 2040 30 20 63 38 2550 38 25 80 48 3263 48 32 100 60 4080 60 40 125 75 50100 75 50 160 95 63125 95 63160 120 802011/12517