Drilling tool clamping devicesMorse taper ejecting drifts and arboursContinued next pageSplit taper sleeves DIN 6328Application: for holding taps and twist drills, fit h8, with straight shank and square.Not suitable for milling.A clamping sleeve is required for each shank Ø.DdMKMorse taper MT 1 2 3Shank Ø d mm 4,5 6 7 8 6 7 8 9 10 12 14 16Square mm 3,4 4,9 5,5 6,2 4,9 5,5 6,2 7 8 9 11 1221155 Ident. No. 103 109 112 115 203 206 209 212 215 218 303 306Unit price E O. R. O. R. O. R. O. R. O. R. O. R. O. R. O. R. O. R. O. R. O. R. O. R.h Other dimensions on request (specially manufactured). Prod. Gr. 207Metal-cutting toolsContinued next pageMorse taper ejecting drifts (mechanical) DIN 317Execution: made of special steel, tempered and bronzed.Application: for taper shanks conforming to DIN 228 with flat tang.Morse taper MT 0 1 and 2 3 4 5 and 621160 Ident. No. 005 010 030 040 050Unit price E O. R. O. R. O. R. O. R. O. R.Prod. Gr. 207Continued next pageMorse taper ejecting drifts (mechanical)Execution: made of special steel hardened, tempered and bronzed blade size 1-3 with finger protection.Application: semi-automatic, for one-hand operation, for taper shanks according to DIN 228 with flat tang;by activating the lever the tool taper is released in the spindle without impact.Morse taper MT 1-3 4-621165 Ident. No. 010 020Unit price E O. R. O. R.Prod. Gr. 260Continued next pageArbourswith morse taper, for drill chuckExecution: hardened and ground.Application: for holding drill chucks.DIN 238-1Drill chuck B 10 B 12 B 16 B 18 B 22Taper shank MT 1 2 1 2 3 1 2 3 4 1 2 3 4 5 2 3 4Smallest Ø of taper B mm 9,4 9,4 11,1 11,1 11,1 14,5 14,5 14,5 14,5 16,2 16,2 16,2 16,2 16,2 19,8 19,8 19,8Largest Ø of taper B mm 10,095 10,095 12,06 12,06 12,06 15,733 15,733 15,733 15,733 17,780 17,780 17,780 17,780 17,780 21,793 21,793 21,79321269 Ident. No. 101 102 121 122 123 161 162 163 164 181 182 183 184 185 222 223 224Unit price E O. R. O. R. O. R. O. R. O. R. O. R. O. R. O. R. O. R. O. R. O. R. O. R. O. R. O. R. O. R. O. R. O. R.h Drill chuck holders with steep taper see No. 23272 page 493. Prod. Gr. 207Continued next pageArbours in precision designwith straight shank, for drill chuckExecution: hardened and ground, concentricity tolerance ≤ 2 μm.Application: for holding drill chucks.Drill chuck B 6 B 10 B 12 B 16Shaft Ø mm 6 8 10 10 16Shank length mm 35 35 50 50 50Smallest Ø of taper B mm 5,85 9,4 9,4 11,1 14,5Largest Ø of taper B mm 6,35 10,095 10,095 12,06 15,73321270 Ident. No. 305 310 320 330 340Unit price E O. R. O. R. O. R. O. R. O. R.h Other dimensions available on request. Prod. Gr. 2092011/12483
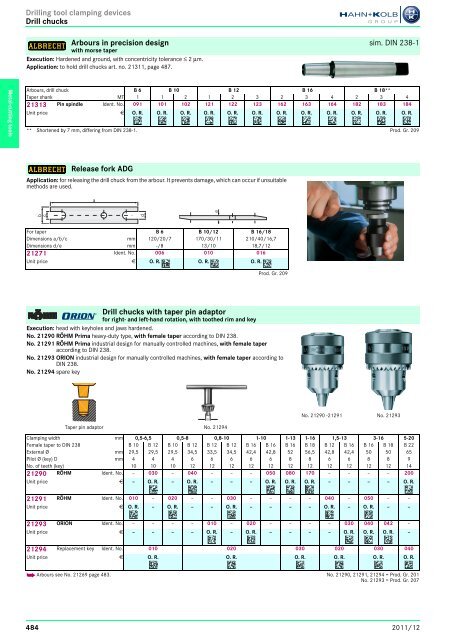
Drilling tool clamping devicesDrill chucksContinued next pageArbours in precision designwith morse taperExecution: Hardened and ground, with concentricity tolerance ≤ 2 μm.Application: to hold drill chucks art. no. 21311, page 487.sim. DIN 238-1Metal-cutting toolsArbours, drill chuck B 6 B 10 B 12 B 16 B 18**Taper shank MT 1 1 2 1 2 3 2 3 4 2 3 421313 Pin spindle Ident. No. 091 101 102 121 122 123 162 163 164 182 183 184Unit price E O. R. O. R. O. R. O. R. O. R. O. R. O. R. O. R. O. R. O. R. O. R. O. R.** Shortened by 7 mm, differing from DIN 238-1. Prod. Gr. 209Continued next pageRelease fork ADGApplication: for releasing the drill chuck from the arbour. It prevents damage, which can occur if unsuitablemethods are used.abcedFor taper B 6 B 10/12 B 16/18Dimensions a/b/c mm 120/20/7 170/30/11 210/40/16,7Dimensions d/e mm -/8 13/10 18,7/1221271 Ident. No. 006 010 016Unit price E O. R. O. R. O. R.Prod. Gr. 209Continued next pageDrill chucks with taper pin adaptorfor right- and left-hand rotation, with toothed rim and keyExecution: head with keyholes and jaws hardened.No. 21290 RÖHM Prima heavy-duty type, with female taper according to DIN 238.No. 21291 RÖHM Prima industrial design for manually controlled machines, with female taperaccording to DIN 238.No. 21293 ORION industrial design for manually controlled machines, with female taper according toDIN 238.No. 21294 spare keyDNo. 21290 -21291 No. 21293Taper pin adaptor No. 21294<strong>Clamping</strong> width mm 0,5-6,5 0,5-8 0,8-10 1-10 1-13 1-16 1,5-13 3-16 5-20Female taper to DIN 238 B 10 B 12 B 10 B 12 B 12 B 12 B 16 B 16 B 16 B 18 B 12 B 16 B 16 B 18 B 22External Ø mm 29,5 29,5 29,5 34,5 33,5 34,5 42,4 42,8 52 56,5 42,8 42,4 50 50 65Pilot Ø (key) D mm 4 4 4 6 6 6 6 6 8 8 6 6 8 8 9No. of teeth (key) 10 10 10 12 12 12 12 12 12 12 12 12 12 12 1421290 RÖHM Ident. No. – 030 – 040 – – – 050 080 170 – – – – 200Unit price E – O. R. – O. R. – – – O. R. O. R. O. R. – – – – O. R.21291 RÖHM Ident. No. 010 – 020 – – 030 – – – – 040 – 050 – –Unit price E O. R. – O. R. – – O. R. – – – – O. R. – O. R. – –21293 ORION Ident. No. – – – – 010 – 020 – – – – 030 040 042 –Unit price E – – – – O. R. – O. R. – – – – O. R. O. R. O. R. –21294 Replacement key Ident. No. 010 020 030 020 030 040Unit price E O. R. O. R. O. R. O. R. O. R. O. R.h Arbours see No. 21269 page 483. No. 21290, 21291, 21294 = Prod. Gr. 201No. 21293 = Prod. Gr. 207484 2011/12
- Page 1 and 2: Clamping toolsChapter overviewConti
- Page 3: Drilling tool clamping devicesReduc
- Page 8 and 9: Drilling tool clamping devicesDrill
- Page 10 and 11: Clamping devices for thread-cutting
- Page 12 and 13: Clamping devices for thread-cutting
- Page 14 and 15: Tool holding fixturesTool holding f
- Page 16 and 17: Tool holding fixturesTool holding f
- Page 18 and 19: Tool holding fixturesTool holding f
- Page 20 and 21: Tool holding fixturesTool holding f
- Page 22 and 23: Tool holding fixturesTool holding f
- Page 24 and 25: Tool holding fixturesTool holding f
- Page 26 and 27: Tool holding fixturesTool holding f
- Page 28 and 29: Tool holding fixturesTool holding f
- Page 30 and 31: Tool holding fixturesTool holding f
- Page 32 and 33: Tool holding fixturesTool holding f
- Page 34 and 35: Tool holding fixturesTool holding f
- Page 36 and 37: Tool holding fixturesTool holding f
- Page 38 and 39: Tool holding fixturesTool holding f
- Page 40 and 41: Tool holding fixturesTool holding f
- Page 42 and 43: Tool holding fixturesTool holding f
- Page 44 and 45: Tool holding fixturesTool holding f
- Page 46 and 47: Tool holding fixturesTool holding f
- Page 48 and 49: Tool holding fixturesTool holding f
- Page 50 and 51: Tool holding fixturesTool holding f
- Page 52 and 53: Tool holding fixturesTool holding f
- Page 54 and 55:
Tool holding fixturesTool holding f
- Page 56 and 57:
Tool holding fixturesTool holding f
- Page 58 and 59:
Tool holding fixturesTool holding f
- Page 60 and 61:
Tool holding fixturesTool holding f
- Page 62 and 63:
Tool holding fixturesTool holding f
- Page 64 and 65:
Shrink technologyHorizontal shrinki
- Page 66 and 67:
Shrink technologyShrink accessories
- Page 68 and 69:
Measuring and presetting equipmentT
- Page 70 and 71:
Measuring and presetting equipmentT
- Page 72 and 73:
Lathe and rounding machine accessor
- Page 74 and 75:
Lathe and rounding machine accessor
- Page 76 and 77:
Lathe and rounding machine accessor
- Page 78 and 79:
Lathe and rounding machine accessor
- Page 80 and 81:
Lathe and rounding machine accessor
- Page 82 and 83:
Lathe and rounding machine accessor
- Page 84 and 85:
Lathe and rounding machine accessor
- Page 86 and 87:
Lathe and rounding machine accessor
- Page 88 and 89:
Lathe and rounding machine accessor
- Page 90 and 91:
Lathe and rounding machine accessor
- Page 92 and 93:
Lathe and rounding machine accessor
- Page 94 and 95:
Lathe and rounding machine accessor
- Page 96 and 97:
Lathe and rounding machine accessor
- Page 98 and 99:
Lathe and rounding machine accessor
- Page 100 and 101:
Lathe and rounding machine accessor
- Page 102 and 103:
Lathe and rounding machine accessor
- Page 104 and 105:
Magnetic clamping technologyPermane
- Page 106 and 107:
Magnetic clamping technologyPermane
- Page 108 and 109:
Magnetic clamping technologyMagneti
- Page 110 and 111:
Vacuum clampingDividing headsContin
- Page 112 and 113:
Dividing headsDividing headsContinu
- Page 114 and 115:
Tool guidingsSlide guidewaysContinu
- Page 116 and 117:
Conventional workpiece clampingMech
- Page 118 and 119:
Conventional workpiece clampingMech
- Page 120 and 121:
Conventional workpiece clampingMech
- Page 122 and 123:
Conventional workpiece clampingMech
- Page 124 and 125:
Conventional workpiece clampingMech
- Page 126 and 127:
Conventional workpiece clampingMech
- Page 128 and 129:
Conventional workpiece clampingQuic
- Page 130 and 131:
Conventional workpiece clampingQuic
- Page 132 and 133:
Conventional workpiece clampingQuic
- Page 134 and 135:
Positioning elementsParallel suppor
- Page 136 and 137:
Positioning elementsMounting device
- Page 138 and 139:
Workpiece clampingWorkpiece clampin
- Page 140 and 141:
Workpiece clampingPrecision vicesCo
- Page 142 and 143:
Workpiece clampingMachine vicesCont
- Page 144 and 145:
Workpiece clampingMachine vicesCont
- Page 146 and 147:
Workpiece clampingHigh-pressure mac
- Page 148 and 149:
Workpiece clampingHigh-pressure mac
- Page 150 and 151:
Workpiece clampingHigh-pressure mac
- Page 152 and 153:
Workpiece clamping5-axis machine vi
- Page 154 and 155:
Workpiece clamping5-axis machine vi
- Page 156 and 157:
Workpiece clamping5-axis machine vi
- Page 158 and 159:
Workpiece clamping5-axis machine vi
- Page 160 and 161:
Workpiece clampingMultiple clamping
- Page 162 and 163:
Workpiece clampingMulti-function cl
- Page 164 and 165:
Hydraulic clamping technologyHydrau
- Page 166 and 167:
Hydraulic clamping technologyHydrau
- Page 168 and 169:
Hydraulic clamping technologyHydrau
- Page 170 and 171:
Hydraulic clamping technologyHydrau
- Page 172:
Hydraulic clamping technologyHydrau