

antriebstechnik 4/2017
antriebstechnik 4/2017
antriebstechnik 4/2017
- TAGS
- antriebstechnik

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
REGELTECHNIK<br />
optimalen Vorschubgeschwindigkeit für den Fertigungsprozess ist<br />
bei [STEM15] ein modellprädiktiver Regler vorgeschlagen. Für die<br />
Auslegung der Regelung wurde das Maschinenverhalten als ein<br />
PT 2<br />
-Glied approximiert, wobei die Zeitkonstante mit dem RLS<br />
(Recursive Least Squares)-Verfahren identifiziert wurde.<br />
Steuerungsexterner Lageistwertfilter<br />
Insbesondere ältere Maschinen oder bei baugleichen Maschinen<br />
mit unterschiedlicher Steuerung ist die Integration neuerer Regelungsverfahren<br />
nur mit hohem finanziellen Aufwand möglich. Um<br />
diesen Umstand zu beheben wurde von [BRE10] ein Verfahren vorgestellt<br />
und patentiert, welches den analogen Lageistwert durch<br />
einen steuerungsexternen Filter manipuliert. Basierend auf dem<br />
Patent wurde von [FRIE15] ein IIR (Infinite Impulse Response)-Filter<br />
entwickelt, wodurch eine Steigerung der Dynamik um 25 % erzielt<br />
werden konnte. Eine Erweiterung des Filters ist bei [BREC13]<br />
vorgestellt worden, wobei ein LQG (Linear Quadratic Gaussian)-<br />
Regler bestehend aus einem optimalen Regler und einem Zustandsbeobachter<br />
verwendet wurde (siehe Bild 03). Damit ist es<br />
möglich, niederfrequente Schwingungen der Werkzeugmaschine<br />
im gesamten Arbeitsraum zu reduzieren, wodurch die Bearbeitungsgeschwindigkeit<br />
und -genauigkeit weiter gesteigert wird.<br />
Ein Nachteil dieses LQG-Reglers ist die nicht ausreichende Robustheit<br />
gegenüber Schwankungen im Maschinenverhalten. Vorschubachsen<br />
mit Kugelgewindetrieb besitzen üblicherweise jedoch<br />
eine über die Länge der Achse abnehmende Steifigkeit, weshalb<br />
das Resonanzverhalten im Lageregelkreis positionsabhängig ist<br />
[BREC06]. Normalerweise werden die Regelkreise einer Werkzeugmaschine<br />
daher für die schlechteste Position ausgelegt. Dies sorgt<br />
dafür, dass es in der Werkzeugmaschine im Betrieb nicht zu unerwünschten<br />
Resonanzüberhöhungen kommt. Aus dem positionsabhängigen<br />
Verhalten der Werkzeugmaschine resultiert, dass der entwickelte<br />
LQG-Regler nur lokal am Auslegungspunkt – also einer<br />
Achsstellung – zu einem optimalen Positionierverhalten führt. So<br />
wurde der LQG-Regler bisher nur für eine bestimmte Achsstellung<br />
ausgelegt und erzeugt daher nur für diese Achsstellung ein gutes<br />
Dämpfungsverhalten. Eine Schwingungsdämpfung, welche die<br />
Positionsabhängigkeit der Maschine berücksichtigt, würde demnach<br />
zu einem besseren Positionierverhalten der Vorschubachsen<br />
führen. Aus diesem Grund soll der LQG-Regler im Folgenden um<br />
ein Gain-Scheduling – ein Schalten zwischen unterschiedlichen<br />
Reglern – erweitert werden, mit dem Ziel die variablen Steifigkeiten<br />
der Mechanik berücksichtigen zu können.<br />
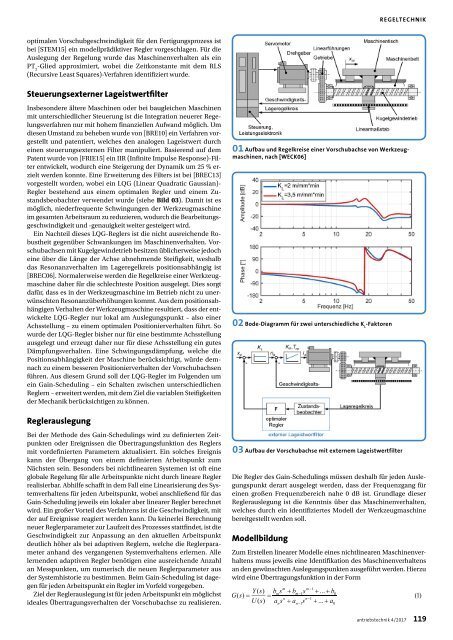
01 Aufbau und Regelkreise einer Vorschubachse von Werkzeugmaschinen,<br />
nach [WECK06]<br />
02 Bode-Diagramm für zwei unterschiedliche K L<br />
-Faktoren<br />
Reglerauslegung<br />
Bei der Methode des Gain-Schedulings wird zu definierten Zeitpunkten<br />
oder Ereignissen die Übertragungsfunktion des Reglers<br />
mit vordefinierten Parametern aktualisiert. Ein solches Ereignis<br />
kann der Übergang von einem definierten Arbeitspunkt zum<br />
Nächsten sein. Besonders bei nichtlinearen Systemen ist oft eine<br />
globale Regelung für alle Arbeitspunkte nicht durch lineare Regler<br />
realisierbar. Abhilfe schafft in dem Fall eine Linearisierung des Systemverhaltens<br />
für jeden Arbeitspunkt, wobei anschließend für das<br />
Gain-Scheduling jeweils ein lokaler aber linearer Regler berechnet<br />
wird. Ein großer Vorteil des Verfahrens ist die Geschwindigkeit, mit<br />
der auf Ereignisse reagiert werden kann. Da keinerlei Berechnung<br />
neuer Reglerparameter zur Laufzeit des Prozesses stattfindet, ist die<br />
Geschwindigkeit zur Anpassung an den aktuellen Arbeitspunkt<br />
deutlich höher als bei adaptiven Reglern, welche die Reglerparameter<br />
anhand des vergangenen Systemverhaltens erlernen. Alle<br />
lernenden adaptiven Regler benötigen eine ausreichende Anzahl<br />
an Messpunkten, um numerisch die neuen Reglerparameter aus<br />
der Systemhistorie zu bestimmen. Beim Gain-Scheduling ist dagegen<br />
für jeden Arbeitspunkt ein Regler im Vorfeld vorgegeben.<br />
Ziel der Reglerauslegung ist für jeden Arbeitspunkt ein möglichst<br />
ideales Übertragungsverhalten der Vorschubachse zu realisieren.<br />
03 Aufbau der Vorschubachse mit externem Lageistwertfilter<br />
Die Regler des Gain-Schedulings müssen deshalb für jeden Auslegungspunkt<br />
derart ausgelegt werden, dass der Frequenzgang für<br />
einen großen Frequenzbereich nahe 0 dB ist. Grundlage dieser<br />
Reglerauslegung ist die Kenntnis über das Maschinenverhalten,<br />
welches durch ein identifiziertes Modell der Werkzeugmaschine<br />
bereitgestellt werden soll.<br />
Modellbildung<br />
Zum Erstellen linearer Modelle eines nichtlinearen Maschinenverhaltens<br />
muss jeweils eine Identifikation des Maschinenverhaltens<br />
an den gewünschten Auslegungspunkten ausgeführt werden. Hierzu<br />
wird eine Übertragungsfunktion in der Form<br />
<strong>antriebstechnik</strong> 4/<strong>2017</strong> 119














