

antriebstechnik 4/2017
antriebstechnik 4/2017
antriebstechnik 4/2017
- TAGS
- antriebstechnik

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
REGELTECHNIK<br />
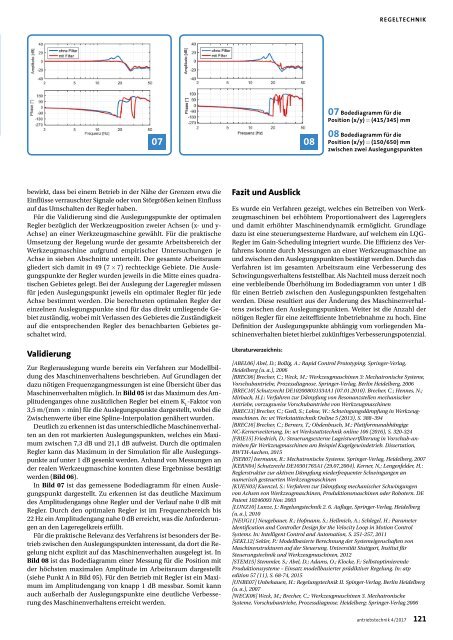
07 Bodediagramm für die<br />
Position (x/y) = (415/345) mm<br />
07 08<br />
08 Bodediagramm für die<br />
Position (x/y) = (150/650) mm<br />
zwischen zwei Auslegungspunkten<br />
bewirkt, dass bei einem Betrieb in der Nähe der Grenzen etwa die<br />
Einflüsse verrauschter Signale oder von Störgrößen keinen Einfluss<br />
auf das Umschalten der Regler haben.<br />
Für die Validierung sind die Auslegungspunkte der optimalen<br />
Regler bezüglich der Werkzeugposition zweier Achsen (x- und y-<br />
Achse) an einer Werkzeugmaschine gewählt. Für die praktische<br />
Umsetzung der Regelung wurde der gesamte Arbeitsbereich der<br />
Werkzeugmaschine aufgrund empirischer Untersuchungen je<br />
Achse in sieben Abschnitte unterteilt. Der gesamte Arbeitsraum<br />
gliedert sich damit in 49 (7 × 7) rechteckige Gebiete. Die Auslegungspunkte<br />
der Regler wurden jeweils in die Mitte eines quadratischen<br />
Gebietes gelegt. Bei der Auslegung der Lageregler müssen<br />
für jeden Auslegungspunkt jeweils ein optimaler Regler für jede<br />
Achse bestimmt werden. Die berechneten optimalen Regler der<br />
einzelnen Auslegungspunkte sind für das direkt umliegende Gebiet<br />
zuständig, wobei mit Verlassen des Gebietes die Zuständigkeit<br />
auf die entsprechenden Regler des benachbarten Gebietes geschaltet<br />
wird.<br />
Validierung<br />
Zur Reglerauslegung wurde bereits ein Verfahren zur Modellbildung<br />
des Maschinenverhaltens beschrieben. Auf Grundlagen der<br />
dazu nötigen Frequenzgangmessungen ist eine Übersicht über das<br />
Maschinenverhalten möglich. In Bild 05 ist das Maximum des Amplitudenganges<br />
ohne zusätzlichen Regler bei einem K L<br />
-Faktor von<br />
3,5 m/(mm × min) für die Auslegungspunkte dargestellt, wobei die<br />
Zwischenwerte über eine Spline-Interpolation genähert wurden.<br />
Deutlich zu erkennen ist das unterschiedliche Maschinenverhalten<br />
an den rot markierten Auslegungspunkten, welches ein Maximum<br />
zwischen 7,3 dB und 21,1 dB aufweist. Durch die optimalen<br />
Regler kann das Maximum in der Simulation für alle Auslegungspunkte<br />
auf unter 1 dB gesenkt werden. Anhand von Messungen an<br />
der realen Werkzeugmaschine konnten diese Ergebnisse bestätigt<br />
werden (Bild 06).<br />
In Bild 07 ist das gemessene Bodediagramm für einen Auslegungspunkt<br />
dargestellt. Zu erkennen ist das deutliche Maximum<br />
des Amplitudengangs ohne Regler und der Verlauf nahe 0 dB mit<br />
Regler. Durch den optimalen Regler ist im Frequenzbereich bis<br />
22 Hz ein Amplitudengang nahe 0 dB erreicht, was die Anforderungen<br />
an den Lageregelkreis erfüllt.<br />
Für die praktische Relevanz des Verfahrens ist besonders der Betrieb<br />
zwischen den Auslegungspunkten interessant, da dort die Regelung<br />
nicht explizit auf das Maschinenverhalten ausgelegt ist. In<br />
Bild 08 ist das Bodediagramm einer Messung für die Position mit<br />
der höchsten maximalen Amplitude im Arbeitsraum dargestellt<br />
(siehe Punkt A in Bild 05). Für den Betrieb mit Regler ist ein Maximum<br />
im Amplitudengang von knapp 1 dB messbar. Somit kann<br />
auch außerhalb der Auslegungspunkte eine deutliche Verbesserung<br />
des Maschinenverhaltens erreicht werden.<br />
Fazit und Ausblick<br />
Es wurde ein Verfahren gezeigt, welches ein Betreiben von Werkzeugmaschinen<br />
bei erhöhtem Proportionalwert des Lagereglers<br />
und damit erhöhter Maschinendynamik ermöglicht. Grundlage<br />
dazu ist eine steuerungsexterne Hardware, auf welchem ein LQG-<br />
Regler im Gain-Scheduling integriert wurde. Die Effizienz des Verfahrens<br />
konnte durch Messungen an einer Werkzeugmaschine an<br />
und zwischen den Auslegungspunkten bestätigt werden. Durch das<br />
Verfahren ist im gesamten Arbeitsraum eine Verbesserung des<br />
Schwingungsverhaltens feststellbar. Als Nachteil muss derzeit noch<br />
eine verbleibende Überhöhung im Bodediagramm von unter 1 dB<br />
für einen Betrieb zwischen den Auslegungspunkten festgehalten<br />
werden. Diese resultiert aus der Änderung des Maschinenverhaltens<br />
zwischen den Auslegungspunkten. Weiter ist die Anzahl der<br />
nötigen Regler für eine zeiteffiziente Inbetriebnahme zu hoch. Eine<br />
Definition der Auslegungspunkte abhängig vom vorliegenden Maschinenverhalten<br />
bietet hierbei zukünftiges Verbesserungspotenzial.<br />
Literaturverzeichnis:<br />
[ABEL06] Abel, D.; Bollig, A.: Rapid Control Prototyping. Springer-Verlag,<br />
Heidelberg (u. a.), 2006<br />
[BREC06] Brecher, C.; Weck, M.: Werkzeugmaschinen 3: Mechatronische Systeme,<br />
Vorschubantriebe, Prozessdiagnose. Springer-Verlag, Berlin Heidelberg, 2006<br />
[BREC10] Schutzrecht DE102008031334A1 (07.01.2010). Brecher, C.; Hennes, N.;<br />
Mirbach, H.J.: Verfahren zur Dämpfung von Resonanzstellen mechanischer<br />
Antriebe, vorzugsweise Vorschubantriebe von Werkzeugmaschinen<br />
[BREC13] Brecher, C.; Gsell, S.; Lohse, W.: Schwingungsdämpfung in Werkzeugmaschinen.<br />
In: wt Werkstatttechnik Online 5 (2013), S. 388–394<br />
[BREC16] Brecher, C.; Berners, T.; Obdenbusch, M.: Plattformunabhängige<br />
NC-Kernerweiterung. In: wt Werkstattstechnik online 106 (2016), S. 320-324<br />
[FRIE15] Friedrich, D.: Steuerungsexterne Lageistwertfilterung in Vorschub-antrieben<br />
für Werkzeugmaschinen am Beispiel Kugelgewindetrieb. Dissertation,<br />
RWTH-Aachen, 2015<br />
[ISER07] Isermann, R.: Mechatronische Systeme. Springer-Verlag, Heidelberg, 2007<br />
[KERN04] Schutzrecht DE10301765A1 (29.07.2004). Kerner, N.; Lengenfelder, H.:<br />
Reglerstruktur zur aktiven Dämpfung niederfrequenter Schwingungen an<br />
numerisch gesteuerten Werkzeugmaschinen<br />
[KUEN03] Kuenzel, S.: Verfahren zur Dämpfung mechanischer Schwingungen<br />
von Achsen von Werkzeugmaschinen, Produktionsmaschinen oder Robotern. DE<br />
Patent 10246093 Nov. 2003<br />
[LUNZ10] Lunze, J.: Regelungstechnik 2. 6. Auflage, Springer-Verlag, Heidelberg<br />
(u. a.), 2010<br />
[NEUG11] Neugebauer, R.; Hofmann, S.; Hellmich, A.; Schlegel, H.: Parameter<br />
Identification and Controller Design for the Velocity Loop in Motion Control<br />
Systems. In: Intelligent Control and Automation, S. 251-257, 2011<br />
[SEKL12] Sekler, P.: Modellbasierte Berechnung der Systemeigenschaften von<br />
Maschinenstrukturen auf der Steuerung. Universität Stuttgart, Institut für<br />
Steuerungstechnik und Werkzeugmaschinen, 2012<br />
[STEM15] Stemmler, S.; Abel, D.; Adams, O.; Klocke, F.: Selbstoptimierende<br />
Produktionssysteme – Einsatz modellbasierter prädiktiver Regelung. In: atp<br />
edition 57 (11), S. 68-74, 2015<br />
[UNBE07] Unbehauen, H.: Regelungstechnik II. Spinger-Verlag, Berlin Heidelberg<br />
(u. a.), 2007<br />
[WECK06] Weck, M.; Brecher, C.: Werkzeugmaschinen 3. Mechatronische<br />
Systeme, Vorschubantriebe, Prozessdiagnose. Heidelberg: Springer-Verlag 2006<br />
<strong>antriebstechnik</strong> 4/<strong>2017</strong> 121














