ЭТАП 5. Определение корректирующих действий и их осуществление.ЭТАП 6. Оценка.ЭТАП 7. Принятие или пересмотр стандартов, чтобы предотвратить повторение несоответствий.ЭТАП 8: Анализ процесса и начало работы над следующими этапами.История кайдзен выполняет требования цикла «планируй-делай-про-веряй-воздействуй» (PDCA).Этапы 1-5 относятся к Р («планируй»), этап 6 — к D («делай»), этап 7 — к С («проверяй»), а этап 8 —к А («воздействуй»). Формат истории помогает каждому решить проблемы на основе анализа данныхи увеличивает визуализацию этого процесса. Кроме того, в рамках данного формата также возможновести учет кайЭзен-действий. В историях кайдзен, основанных на анализе данных, используются различныеметоды решения проблем, которые призваны помочь участникам понимать процесс совершенствования.Кайдзен был впервые применен в компании Alpargatas в июне 1994 года экспериментальной командой,составленной из представителей персонала производственных, технологических и техническихподразделений. В нее также вошли два оператора, для того чтобы постоянно принимать участиев проектах кайдзен. Сферы деятельности команды, которые были избраны для проведения усовершенствований,были связаны с повышением качества обувной продукции Nike, для того чтобы выполнитьжесткие требования корпоративных стандартов по качеству.Во время реализации проекта появились две сложные задачи. Сначала пришлось рассмотретьпроблемы профессионального мастерства, поскольку процесс изготовления обуви включал многоручных производственных операций. Во-вторых, неудачи многих предыдущих усилий по совершенствованиюкачества приводили к повышению скептицизма служащих, и его предстояло преодолеть.Команда, которой было поручено работать над проектом на постоянной основе в течение трехмесяцев, один раз в день собиралась на официальные совещания. Кроме того, проводились неформальныевстречи в течение дня, с учетом объема выполняемой работы. Консультант по кайдзен принималучастие в работе команды в течение трех рабочих дней в неделю. В начале реализации проектаон координировал весь процесс. Спустя несколько недель направлять деятельность группы началкорпоративный координатор по кайдзен, в то время как консультанты давали команде руководящиеуказания в отношении использования истории кайдзен и подхода гемба. В течение этих трех месяцевкоманда работала над решением двух главных проблем: использованием чрезмерного количестваклея в продукции и качеством пяточной части обуви. Далее будет описана их работа над решениемэтих задач.Этап 1. Определение темы. Качество сборки пяточной части обуви — это один из самых важныхустановленных параметров. В ходе самого последнего аудита системы менеджмента качестваамериканский консультант по обувной продукции отметил, что качество сборки пяточной части обуви— самая срочная проблема, которую надо решить. Чтобы достичь желаемых усовершенствований,команда кайдзен выбрала мини-фабрику №1, на которой осуществлялись производственные операции,связанные с вырубкой, стачиванием и формованием пяточной части обуви.Этап 2. Определение целей. (См. схему R.)Этап 3. Текущая ситуация (См. схему S.)Этап 4. Анализ причин (См. схему Т.) Когда начался анализ, лишь немногие из членов экспериментальнойкоманды предполагали, что их работа в конечном счете приведет тому, что в нее будутвовлечены другие подразделения, в частности, те, кто занимается предшествующими процессами(upstream processes) — стачиванием, вырубкой и спусканием краев деталей задника, а также обслуживанием,разработкой и проектированием продукции. Анализ показал, что клеящий материал, которыйиспользовался при совмещении шаблона и задника обуви, фактически приводил к смещениюсоединительного материала, что влияло на качество изделия.Этап 5. Корректирующие действия (См. схему U.)Этап 6. Оценка [см. схемы V (1) и V (2)].• Для внедрения новых методов иногда требовалось трансформировать рабочее место оператора,добавить новые и модифицировать действующие столы и разработать систему использованиядополнительных устройств и инструментов.В рамках проекта мастер подразделения (член экспериментальной группы) получил консультации;он принял участие в процессе кайдзен, последовавшем за обучением, и поддерживал его внедрение.• Мастер помогал поддерживать тесное взаимодействие между людьми гемба и группой кайдзен,что позволило рабочим приспособиться к новым методам работы.• Группа разработала инструкции как основу для обучения рабочих; это привело к согласованномупроведению операций в обеих сменах.• Контрольный список, включающий аспекты регулирования, был размещен на задней частиформовочной машины, которая предназначена для формования задника обуви; это позволило рабочимрегулировать ее настройки, когда наблюдались отклонения от заданных параметров.Этап 7. Обращение к проблемам и предотвращение повторения несоответствий. Командаввела контрольную карту для индикаторов, а рабочие подготовили руководящие инструкции. Затемкоманда внедрила контрольные списки по качеству продукции и сбоям в работе, а руководство организацииповсюду распространило новые стандарты для соответствующих секторов.148
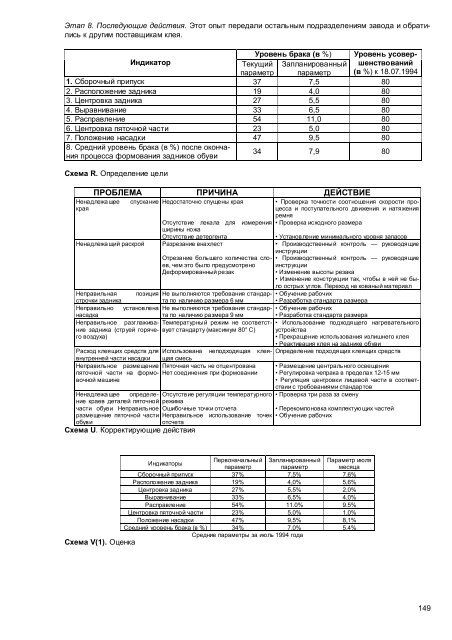
Этап 8. Последующие действия. Этот опыт передали остальным подразделениям завода и обратилиськ другим поставщикам клея.Уровень брака (в %)ИндикаторТекущийпараметрЗапланированныйпараметр1. Сборочный припуск 37 7,5 802. Расположение задника 19 4,0 803. Центровка задника 27 5,5 804. Выравнивание 33 6,5 805. Расправление 54 11,0 806. Центровка пяточной части 23 5,0 807. Положение насадки 47 9,5 808. Средний уровень брака (в %) после окончанияпроцесса формования задников обувиСхема R. Определение целиУровень усовершенствований(в %) к 18.07.199434 7,9 80ПРОБЛЕМА ПРИЧИНА ДЕЙСТВИЕНенадлежа щеекраяНенадлежа щий раскройспусканиеНедостаточно спущены краяОтсутствие лекала для измеренияширины ножаОтсутствие детергентаРазрезание внахлестОтрезание большего количества слоев,чем это было предусмотреноДеформированный резак• Проверка точности соотношения скорости процессаи поступательного движения и натяженияремня• Проверка исходного размера• Установление минимального уровня запасов• Производственный контроль — руководящиеинструкции• Производственный контроль — руководящиеинструкции• Изменение высоты резака• Изменение конструкции так, чтобы в ней не былоострых углов. Переход на кованый материалНеправильная позиция Не выполняются требования стандарта• Обучение рабочихстрочки задникапо наличию размера 6 мм• Разработка стандарта размераНеправильно установлена Не выполняются требования стандарта• Обучение рабочихнасадкапо наличию размера 9 мм• Разработка стандарта размераНеправильное разглаживаниеТемпературный режим не соответствует• Использование подходящего нагревательногозадника (струей горяче-го воздуха)стандарту (максимум 80° С) устройства• Прекращение использования излишнего клея• Реактивация клея на заднике обувиРасход клеящих средств для Использована неподходящая клеящаяОпределение подходящих клеящих средстввнутренней части насадки смесьНеправильное размещениепяточной части на формовочноймашинеНенадлежа щее определениекраев деталей пяточнойчасти обуви Неправильноеразмещение пяточной частиобувиСхема U. Корректирующие действияПяточная часть не отцентрованаНет соединения при формованииОтсутствие регуляции температурногорежимаОшибочные точки отсчетаНеправильное использование точекотсчета• Размещение центрального освещения• Регулировка чепрака в пределах 12-15 мм• Регуляция центровки лицевой части в соответствиис требованиями стандартов• Проверка три раза за смену• Перекомпоновка комплектую щих частей• Обучение рабочихИндикаторыПервоначальный Запланированный Параметр июляпараметр параметрмесяцаСборочный припуск 37% 7,5% 7,6%Расположение задника 19% 4,0% 5,6%Центровка задника 27% 5,5% 2,0%Выравнивание 33% 6,5% 4,0%Расправление 54% 11.0% 9.5%Центровка пяточной части 23% 5,0% 1,0%Положение насадки 47% 9,5% 8,1%Средний уровень брака (в %) 34% 7,0% 5,4%Схема V(1). ОценкаСредние параметры за июль 1994 года149