

UWE Bristol Engineering showcase 2015

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Liam Wakefield<br />
BEng Mechanical <strong>Engineering</strong><br />
OPTIMISATION OF BLADDER MOULDING TECHNIQUES DURING<br />
COMPOSITE MATERIAL MANUFACTURING<br />
Project Supervisor<br />
Dr David Richardson<br />
Project summary<br />
The purpose of this project was to investigate the<br />
principles and practices of bladder moulding within<br />
the field of composite material manufacturing.<br />
Bladder fundamentals<br />
Bladder moulding is often used for the production<br />
of composite parts. Uniform consolidation is<br />
provided via Pascal’s Law of Fluid Pressure<br />
Transmission, making the method ideal for<br />
producing hollow structures.<br />
The most significant criteria governing bladder<br />
moulding are:<br />
• Mould geometry.<br />
• Drape properties of reinforcing fabric.<br />
• The extent to which the bladder fills the mould<br />
cavity.<br />
Moulds featuring sharp corners will often produce<br />
poor results as surface friction at the mould walls<br />
prevents the bladder from reaching into the<br />
extremities of the mould. Whereas rounded<br />
features will deviate less from the design shape,<br />
creating a much smaller area in which air and<br />
unsupported resin can accumulate.<br />
When reinforcing fabrics with poor<br />
drape/conforming properties are used in<br />
combination with less than ideal mould shapes<br />
weak, unsupported resin areas and pockets of<br />
trapped air form as shown above. Here it is clear the<br />
fabric is bridging the “V” rather than following it.<br />
The solution to this problem is to either use a preforming<br />
tool with a disposable polymer bladder or<br />
create a bladder with a shape tailored to the mould<br />
cavity.<br />
Materials choice and Cost Analysis<br />
Bladder moulding is traditionally performed with<br />
disposable plastic films which are fabricated into<br />
inflatable tubes. These bladders are so thin and<br />
light that they are frequently left inside the part<br />
after manufacture.<br />
Even when removed after use, these bladders are<br />
often irreversibly expanded or degraded by the<br />
resin.<br />
This necessitates making a new bladder for each<br />
new part, greatly increasing the time and expense<br />
involved producing multiple products.<br />
Analysis showed that the accumulation of labour<br />
and material costs makes polyurethane less cost<br />
effective than Latex after 8 or more parts are<br />
produced. Silicone becomes more cost effective<br />
after 18 or more parts are produced.<br />
Latex is one of the more common materials used to<br />
produce reusable bladders, being easier to work<br />
with than silicone and cheaper.<br />
Latex bladders also tend to expand further than<br />
the silicone equivalent. It is for these reasons that<br />
Latex was chosen as the material from which the<br />
prototype bladders would be made<br />
Silicone bladders are not without their uses<br />
however. Silicone is more resistant to chemical<br />
attack from epoxy and vinyl ester resins. It is also<br />
better able to the +180ᵒC temperatures often<br />
employed while curing pre-impregnated materials.<br />
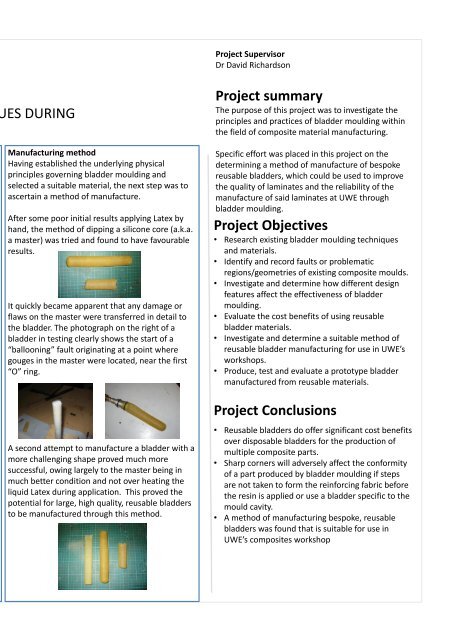
Manufacturing method<br />
Having established the underlying physical<br />
principles governing bladder moulding and<br />
selected a suitable material, the next step was to<br />
ascertain a method of manufacture.<br />
After some poor initial results applying Latex by<br />
hand, the method of dipping a silicone core (a.k.a.<br />
a master) was tried and found to have favourable<br />
results.<br />
It quickly became apparent that any damage or<br />
flaws on the master were transferred in detail to<br />
the bladder. The photograph on the right of a<br />
bladder in testing clearly shows the start of a<br />
“ballooning” fault originating at a point where<br />
gouges in the master were located, near the first<br />
“O” ring.<br />
A second attempt to manufacture a bladder with a<br />
more challenging shape proved much more<br />
successful, owing largely to the master being in<br />
much better condition and not over heating the<br />
liquid Latex during application. This proved the<br />
potential for large, high quality, reusable bladders<br />
to be manufactured through this method.<br />
Specific effort was placed in this project on the<br />
determining a method of manufacture of bespoke<br />
reusable bladders, which could be used to improve<br />
the quality of laminates and the reliability of the<br />
manufacture of said laminates at <strong>UWE</strong> through<br />
bladder moulding.<br />
Project Objectives<br />
• Research existing bladder moulding techniques<br />
and materials.<br />
• Identify and record faults or problematic<br />
regions/geometries of existing composite moulds.<br />
• Investigate and determine how different design<br />
features affect the effectiveness of bladder<br />
moulding.<br />
• Evaluate the cost benefits of using reusable<br />
bladder materials.<br />
• Investigate and determine a suitable method of<br />
reusable bladder manufacturing for use in <strong>UWE</strong>’s<br />
workshops.<br />
• Produce, test and evaluate a prototype bladder<br />
manufactured from reusable materials.<br />
Project Conclusions<br />
• Reusable bladders do offer significant cost benefits<br />
over disposable bladders for the production of<br />
multiple composite parts.<br />
• Sharp corners will adversely affect the conformity<br />
of a part produced by bladder moulding if steps<br />
are not taken to form the reinforcing fabric before<br />
the resin is applied or use a bladder specific to the<br />
mould cavity.<br />
• A method of manufacturing bespoke, reusable<br />
bladders was found that is suitable for use in<br />
<strong>UWE</strong>’s composites workshop