Properties of hemp fibre polymer composites -An optimisation of ...
Properties of hemp fibre polymer composites -An optimisation of ...
Properties of hemp fibre polymer composites -An optimisation of ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
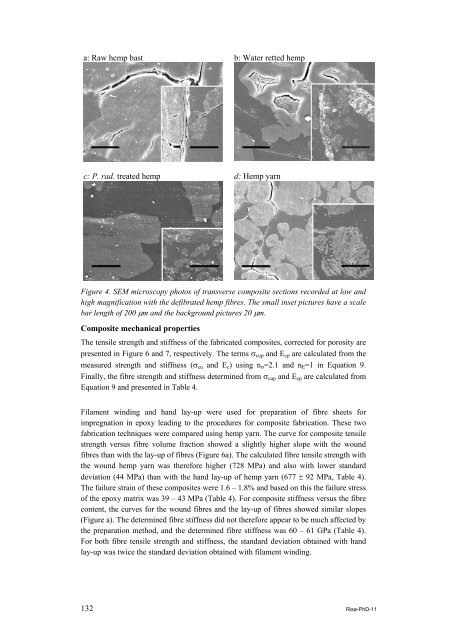
a: Raw <strong>hemp</strong> bast<br />
c: P. rad. treated <strong>hemp</strong><br />
b: Water retted <strong>hemp</strong><br />
d: Hemp yarn<br />
Figure 4. SEM microscopy photos <strong>of</strong> transverse composite sections recorded at low and<br />
high magnification with the defibrated <strong>hemp</strong> <strong>fibre</strong>s. The small inset pictures have a scale<br />
bar length <strong>of</strong> 200 μm and the background pictures 20 μm.<br />
Composite mechanical properties<br />
The tensile strength and stiffness <strong>of</strong> the fabricated <strong>composites</strong>, corrected for porosity are<br />
presented in Figure 6 and 7, respectively. The terms σcup and Ecp are calculated from the<br />
measured strength and stiffness (σcu and Ec) using nσ=2.1 and nE=1 in Equation 9.<br />
Finally, the <strong>fibre</strong> strength and stiffness determined from σcup and Ecp are calculated from<br />
Equation 9 and presented in Table 4.<br />
Filament winding and hand lay-up were used for preparation <strong>of</strong> <strong>fibre</strong> sheets for<br />
impregnation in epoxy leading to the procedures for composite fabrication. These two<br />
fabrication techniques were compared using <strong>hemp</strong> yarn. The curve for composite tensile<br />
strength versus <strong>fibre</strong> volume fraction showed a slightly higher slope with the wound<br />
<strong>fibre</strong>s than with the lay-up <strong>of</strong> <strong>fibre</strong>s (Figure 6a). The calculated <strong>fibre</strong> tensile strength with<br />
the wound <strong>hemp</strong> yarn was therefore higher (728 MPa) and also with lower standard<br />
deviation (44 MPa) than with the hand lay-up <strong>of</strong> <strong>hemp</strong> yarn (677 ± 92 MPa, Table 4).<br />
The failure strain <strong>of</strong> these <strong>composites</strong> were 1.6 – 1.8% and based on this the failure stress<br />
<strong>of</strong> the epoxy matrix was 39 – 43 MPa (Table 4). For composite stiffness versus the <strong>fibre</strong><br />
content, the curves for the wound <strong>fibre</strong>s and the lay-up <strong>of</strong> <strong>fibre</strong>s showed similar slopes<br />
(Figure a). The determined <strong>fibre</strong> stiffness did not therefore appear to be much affected by<br />
the preparation method, and the determined <strong>fibre</strong> stiffness was 60 – 61 GPa (Table 4).<br />
For both <strong>fibre</strong> tensile strength and stiffness, the standard deviation obtained with hand<br />
lay-up was twice the standard deviation obtained with filament winding.<br />
132 Risø-PhD-11